デジタル技術で生産性を上げる完全自動&遠隔半自動溶接技術
スマートファクトリー化の早期実現で溶接工程を省人化
株式会社IHI
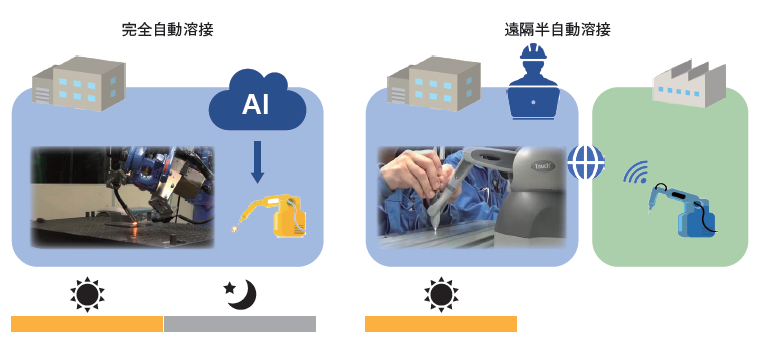
従来の溶接工程を発展させた新技術として,完全自動溶接技術および遠隔半自動溶接技術を紹介する.完全自動溶接では,溶接品質の安定化やトレーサビリティーの強化に加えて,夜間実施が可能となることで工期短縮および夜間電力使用によるコスト低減を図ることができる.それに対して,遠隔半自動溶接技術は,溶接士の溶接作業現場への移動にかかる時間や費用を大幅に削減することが可能となる.
これまでの課題
工場での生産性向上に対する試みは,これまで長年にわたり繰り返されてきた.特に量産品は,同型の製品が繰り返し生産され,かつ,比較的小型で取り付け精度も高いため,溶接工程の自動化やDX(デジタルトランスフォーメーション)をつうじたスマートファクトリー化が進められてきた.
一方,大型構造物の一品生産物では,同じ条件で繰り返し溶接を行うことは少なく,部材同士の取り付け精度もそれほど高くないため,部材同士の成す角度や距離が一様となっていない.その結果,自動化しても溶接士の微調整が必要となる場合や,複雑な溶接箇所では,熟練した溶接士が実施するなど,生産性を向上することが難しかった.そのため,このような大型構造物の生産工場でも競争力を今以上に強化するために新たな取り組みが急務となっていた.
そこで,近年研究が進んでいるデジタル技術(AIやIoT,ビッグデータ活用など)を大型構造物の溶接工程にも取り入れ,著しい品質の向上・コストの削減・生産性の向上を達成できる施策を検討している.ここでは,これまで溶接士が微調整してきた自動溶接をAIを活用し完全に自動溶接する技術,および熟練した溶接士が遠隔で効率的に施工できる半自動溶接の遠隔化技術を紹介する.
完全自動溶接とは
溶接の現場での自動溶接とは,ロボットや簡易自動台車を用いて行う溶接のことを指す場合が多いが,そういった溶接法は学術的には「機械化溶接」に分類される.本来の自動溶接は正確には「例えば,溶接トーチの移動と溶接条件の制御が,溶接作業者の操作なしで連続的に適正に行われるような装置を用いて行う溶接」(JIS Z 3001:溶接用語)とされている.また,溶接条件の制御も自動で行われるという点において,機械装置は使用するが溶接条件は人手で変更する機械化溶接とは意味合いが少し異なる.ここでは,溶接の現場で一般に使われる自動溶接との混同を避けるため,本来の自動溶接のことを「完全自動溶接」と呼ぶこととする.
機械化溶接では,決められた溶接条件で溶接をすることができるが,溶接中の外乱や季節によって異なる気温・湿度などへの対応はできない.つまり,ロボットを用いた溶接で溶接トーチは常に事前にティーチングされた軌跡を描き,溶接条件も一定を保っていたとしても,開先(溶接するために設けられた溝)を有する部材が途中から曲がって取り付けられていた場合には,健全な溶接ができないことになる.
IHIでは,そういった外乱因子があったとしてもトーチの軌跡や溶接条件を適切に制御し,正確な溶接をし続けることができる溶接方法,つまり完全自動溶接法実現に向けた検討を重ねてきた.特に昨今,溶接を多用する産業分野においてもAIの活用が目覚ましく,そのなかでも機械学習を用いたAIの活用が注目を集めている.そこで,従来のルールベースでの制御から,機械学習を用いた制御の検討を本格的に始めた.ここで,ルールベースでの制御とは人間があらかじめ決めたルールに基づいた制御であり,機械学習を用いた制御とはAIが見つけ出す根拠に基づく制御である.
機械学習を用いた完全自動溶接
機械学習プログラムはCO₂溶接の隅肉溶接において,溶接条件ごとに撮影された溶融池画像群などの取得データを基に,溶接の補正動作を自動生成するというコンセプトのもと開発を行った.言い換えると,溶融池画像から,溶接時の溶融池状態の判定や,その溶融池状態に適した溶接パラメーター補正量の決定といった,溶接の局所的な判断をAIに担わせるイメージである.そのAIによる溶接制御系を設計するうえで特に留意すべき点は, ① 各時刻のデータに対し,正解となる補正量のデータが作成できること, ② AIの性能を安定させやすくするため,一つのAI制御系に担わせるタスクを限定し,必要なデータ量が少なくなるような設計にすること,の2 点であった.
これらの点に留意し,溶接中の動画から溶融池形状の特徴量抽出をするAI制御系や溶接電流や溶接速度,狙い位置についての溶接パラメーター補正量を算出する複数のAI制御系に分けてモデルを作成した.
完全自動溶接の実証
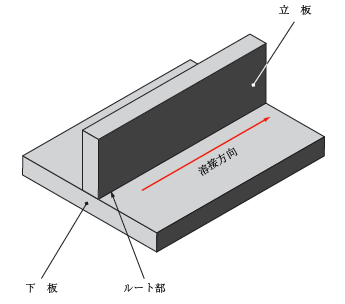
完成した機械学習プログラムによる溶接パラメーター補正量算出の性能を確認するために隅肉溶接試験を実施した.検証方法および試験体形状,溶接条件は以下のとおりである.
- 試験体寸法 :
立 板(厚さ9 mm × 幅50 mm × 長さ200 mm)
下 板(厚さ9 mm × 幅150 mm × 長さ200 mm) - 溶接方法 :CO₂溶接
- 継手形状 :T継手(水平隅肉)
- シールドガス :100% CO₂ ( 20 L/min )
- 母材材質 :SS400
- 溶材材質 :MG-50 ( φ 1.2 mm )
溶接パラメーター補正量算出が適正に行われるかを確認するために,まず,2 枚の板が成す線であり,溶接により確実に溶かさなければならない箇所であるルート部を基準に選んだ.この基準に対し,溶接開始位置は立板,下板からそれぞれに対して一定値離した状態に設定し,溶接中にAIによる逐次補正が適切に行われるかを検証した.
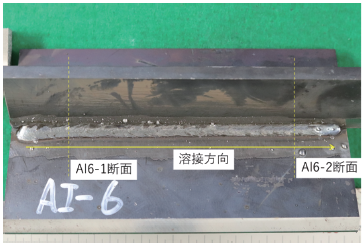
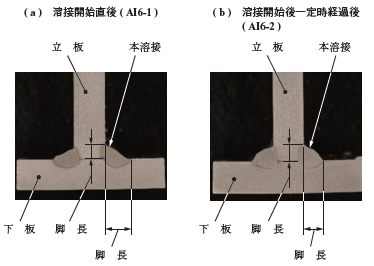
試験結果の一例を紹介する.溶接継手外観図に示す継手は,ルート部を基準として,溶接開始位置を立板,下板からともに10 mm離れた状態に設定し,溶接を実施したものである.
溶接開始後まもなくはAIによる狙い位置の補正が間に合わず,下板側の脚長が大きくなっているのが断面マクロ写真からも分かる.脚長とはルート部から溶接金属の端部までの距離であり,立板側と下板側の二つ脚長が存在する.一般に二つの脚長が同程度の長さである等脚長が良いとされる.狙い位置がルート部となってからは溶接金属で形成されるビードの蛇行や脚長の不連続は見受けられず,健全な溶接ができている.ルート部をしっかり狙えているため,溶込み形状も等脚長に近くなっていることが分かる.
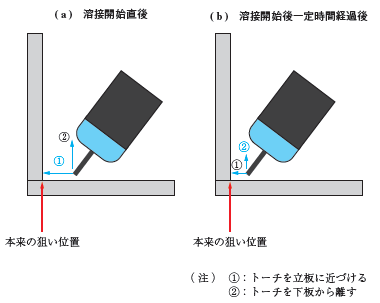
ルート部から下板側に狙い位置がずれていた際に,狙い位置をルート部に戻す必要があるが,トーチを ① 立板に近づける,② 下板から離す,のいずれの方法でも狙い位置をルート部に近づけることが可能である.本来,トーチと立板の距離によって明確にどちらの方向に補正すべきかが決まるが,学習データの偏りのため一方向にしか補正ができず,これらの問題は溶接長が長くなればなるほど顕著となるため,対策が必要である.また,溶接パラメーター補正量や補正タイミングについても試験をつうじて適正化を図る必要がある.
遠隔半自動溶接とは
従来の半自動溶接は,溶接材料であるワイヤーが自動送給される溶接トーチを用いて溶接士が金属を溶融・接合する作業であるが,トーチの動きや溶接条件の調整は人力で行われるため,「半自動溶接」と定義される.
一方で,遠隔半自動溶接とは溶接作業が必要である現場から遠隔地にいる溶接士がコントローラーを用いて現場の溶接ロボットを操作し,半自動溶接作業を実施することが可能な技術である.ゆえに,溶接作業依頼を受けてから作業に着手するまでに必要な費用,時間を大幅に削減することが可能となるだけでなく,熟練溶接士の高度な技量を遠隔地で再現することも可能な技術である.
遠隔半自動溶接の実証
現状での技術レベルを把握し,今後追加すべき機能を検討するため,遠隔半自動溶接で薄板および中板の開先溶接を実施し,遠隔溶接後のビード形状を取得した.併せて,溶接士に対して使用感のヒアリングを行った.
各種溶接条件を以下に示す.
- 試験体寸法 :
薄 板(厚さ3.2 mm × 幅150 mm × 長さ200 mm)
中 板(厚さ9 mm × 幅150 mm × 長さ200 mm) - 溶接方法 :炭酸ガス溶接
- シールドガス :100% CO₂ ( 20 L/min )
- 母材材質 :SS400
- 溶材材質 :MG-50 ( φ 1.2 mm )
コントローラーは,利用者に力,振動,動きなどを与えることで触感のフィードバックを得るハプティクスデバイスを用いた.このコントローラーへの慣れに少々時間は要するが,遠隔操作にて溶接継手を作製することが可能であることが実証できた.継手の外観は美麗とはいえないが,外観上の欠陥は見受けられなかった.今後はハプティクスデバイスや遠隔半自動溶接への習熟によってさらなる品質向上が見込まれる.
今後の展望
完全自動溶接技術および遠隔半自動溶接技術ともにコンセプトの妥当性が確認された.今後は少子高齢化による人手不足や熟練者不足の影響軽減のため,安定した溶接品質の確保,活用シーンの拡大などが目標となる.例えば,部材の取り付け作業を終わらせた状態で作業者が帰宅したのち,夜間電力を用い完全自動溶接を実施し,検査を完了できる.そして,欠陥発生時にはロボットのツールを研削用に変更して欠陥箇所を削除し,補修溶接を完了させ,再度検査を実施することにより,作業者が出社するまでに溶接部が合格であることを確認できている状態とする,という活用方法が現在イメージしている目標である.この実現のためには,今回紹介した二つの技術と鋼材の移動技術や自動検査技術,研削技術を組み合わせる必要があるため,今後も研究を進めていく.