自動車車体軽量化に向けた鋼-CFRP 異材接合技術と 複合構造部材の開発
兵間賢吾,森田花清,猪瀬幸太郎
兵間 賢吾 技術開発本部技術基盤センター接合・素形材グループ 主査
森田 花清 技術開発本部技術基盤センター接合・素形材グループ 博士(工学)
猪瀬 幸太郎 技術開発本部技術基盤センター接合・素形材グループ 主幹 博士(工学)
二酸化炭素 ( CO₂ ) 国内年間総排出量に占める自動車からの排出割合は大きく,その削減のために車体軽量化による燃費改善が求められている.その対策の一つとして物性の異なる材料を適材適所に配置するマルチマテリアルが注目されている.本稿では,自動車車体構造を想定し,軽量化と衝突エネルギー吸収性能の要求を両立しつつ量産に対応可能な鋼-CFRP複合構造とその接合技術の開発について紹介する.
CO₂ emissions from automobiles account for a large part of those in Japan. In order to reduce this emissions, it is necessary to improve fuel efficiency by reducing the weight of the automobile bodies. As one of the measures, multi-materials, where materials with different physical properties are arranged in the respective appropriate places, are attracting attention. This paper introduces the development of steel CFRP joining technologies and composite members that can be used for mass production while achieving both weight reduction and absorbed energy performance of automobile bodies.
1. 緒言
二酸化炭素 ( CO₂ ) 国内年間総排出量に占める自動車からの排出割合は大きく,カーボンニュートラル化に向けて車体軽量化による燃費の改善が求められている.また,CO₂排出量の少ない電気自動車が注目されているが,普及のためには航続距離を長くすることが求められる ( 1 ).内燃機関自動車と同等レベルの航続距離を確保するには,大容量のバッテリーパックが必要になるため,大幅な重量増加となる.そのため,ホワイトボディと呼ばれる車体構造体そのものの大幅な軽量化が必須となっており,物性の異なる材料を適材適所に配置するマルチマテリアル部材の採用が注目されている ( 2 ),( 3 ).
構造素材のうち炭素繊維強化プラスチック ( Carbon Fiber Reinforced Plastics:CFRP ) は,金属材料と比較して引張強度を密度で割った値である比強度が高く,一部の高級車ではすでに適用が進んでいる ( 4 ),( 5 ).ただし,生産される自動車の圧倒的多数である量産車への対応が進まない限り,カーボンニュートラルに貢献しない.CFRP中でも,母材(マトリクス材)に熱可塑性樹脂を使用した熱可塑性CFRPの適用が生産性向上の観点から期待されている ( 6 ).熱可塑性CFRPでは,加熱して樹脂を溶融させて金属材料と直接接合することが可能であり,さまざまな熱源を使った接合の研究が行われている ( 7 ).また,分別や再利用が比較的良好にできる.
マルチマテリアル部材の構造形式の一つに鋼-CFRP複合部材がある.剛性の高い鋼材と前述のような特徴をもつCFRP材とを最適に組み合わせ,軽量化と部材性能の両立を図る.本技術は自動車の車体構造を構成する部材のうち,Bピラー(前部座席と後部座席の間にあるボディ側面の柱)を対象部材として設定した.軽量であると同時に主な設計要件である,側方衝突時の乗員の安全性を確保する「衝突エネルギー吸収性能」に優れることが重視される.本稿では,このような設計要件と軽量化とを両立しつつ,量産に対応可能な鋼-CFRP複合構造とその接合技術の開発について紹介していく.
2. 開発技術の概要
本技術の開発対象は,自動車の車体構造の一部であるBピラーとした.これを鋼とCFRPの複合構造とし,量産に必要な技術を獲得することを開発目的とした.Bピラーの主な性能要求は,側方衝突時の衝突エネルギーを吸収することである.開発においては,Bピラー形状を単純化した模擬構造体を用いた.鋼-CFRPの複合構造とするために,それに必要な異材接合技術,衝突エネルギー吸収性能と軽量化を両立する構造,および量産化に必要な生産技術までを実証した.ここでは,自動車車体構造を想定した鋼-CFRP複合構造とするための接合技術と部材の構造化検討例を中心に紹介する.
3. 鋼-CFRP異材接合技術
鋼とCFRPの異材接合には,接着剤による接合や金属ボルト,リベットなどの機械的な接合が一般的である.実用上は,これらを単独または併用して適用する.また,熱可塑性CFRPでは上記接合方法のほかに加熱溶着接合の適用も期待できる.ここでは,鋼とCFRPの異材接合技術として,接着および加熱溶着手法の一つであるレーザ溶着について検討したので紹介する.
3.1 接着
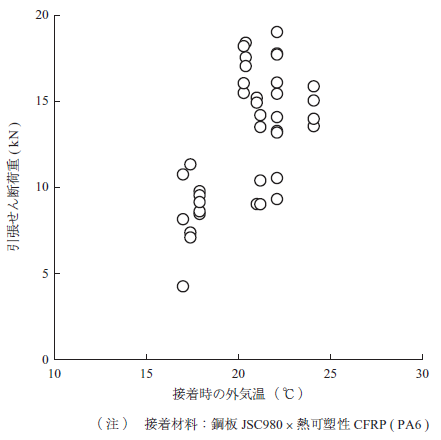
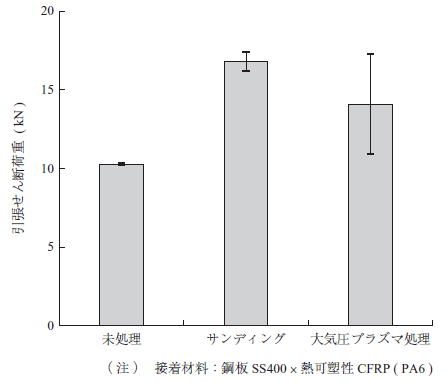
接着剤による接合は,接着剤の選定が必要となるが,ほかの接合手法と比較してさまざまな材料に適用が可能である.そのため,異材接合の手法として採用されるケースが多い.接合強度のばらつきが少なく信頼性の高い接着を行うためには,材料や継手構造の検討だけでなく,接着のプロセス管理も重要となる ( 8 ).一例として,第1図に接着時の外気温と引張せん断荷重の関係を,第2図に被着材料の表面処理と引張せん断荷重の関係を示す.被着材料には鋼板JSC980,SS400と熱可塑性CFRP ( PA6 ) を用い,接着剤には2 液アクリル系接着剤を用いた.接着時の外気温や表面処理方法により静的強度レベルやばらつきの大きさが変動することが確認される.量産においては,このように接着プロセスが接着強度に及ぼす影響を調査し,生産性や管理コストなどを加味しつつ高い信頼性を確保できるプロセスを作り込む必要がある.そこで,これらの試験結果を踏まえ接着プロセスを管理し,接合強度のばらつきを抑えたマルチマテリアル接着部材量産ラインを構築したので4 章で紹介する.
3.2 レーザ溶着
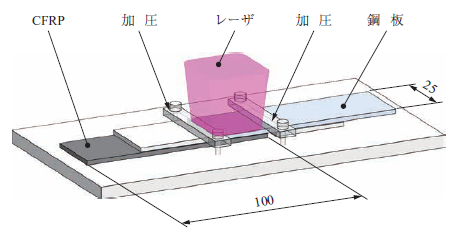
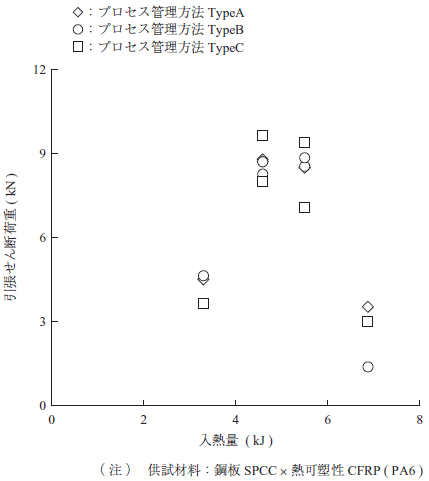
第3図にレーザ溶着の模式図を示す.鋼材とCFRPを重ね合わせ,加圧により密着させる.鋼材側から重ね部にレーザを照射することで,鋼材とCFRPの接合界面を間接的に加熱し,CFRPの樹脂のみを溶融させ接合する.レーザ溶着においては,接合界面の温度を制御することが重要である.そこで,さまざまなレーザ施工条件により重ね継手試験体を製作し,その接合部の引張せん断強度を取得し,レーザ加熱方法について検討した ( 9 ).ここでは,入熱量と引張せん断荷重の関係を第4図に示す.なお,供試材料は,冷間圧延鋼板SPCCと熱可塑性CFRP ( PA6 ) を用いた.入熱量の増加に伴い接合強度は上昇し,ある条件でピークを迎え,さらに入熱量が増加すると接合強度は低下する.入熱量が低い場合は接合界面温度が低く,樹脂の溶融量が減少し接合面積が小さくなるため強度は低下したと考えられる.一方で,入熱量が高い場合は接合界面温度が高くなるため,樹脂が変色・劣化し強度は低下したと推察される.
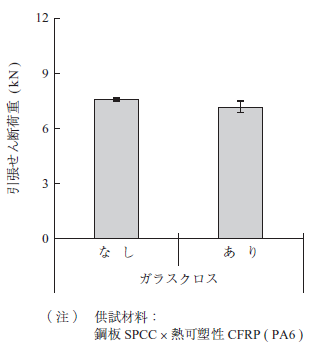
加熱溶着の場合,金属と炭素繊維が直接接触する懸念があるため,異なる導電性材料の接触が要因で発生するガルバニック腐食への配慮が特に必要となる.このようなガルバニック腐食の防止には,接合部にガラスクロスの絶縁層を付与することが効果的である.第5図にガラスクロス有無での引張せん断試験結果を示す.ガラスクロス入りの継手でも静的強度の低下はほとんど見られず,ガルバニック腐食を防止する目的でガラスクロスを付与しても静的強度への影響は少ないことが示唆される.また,プロセス管理方法により,強度のばらつきを抑えた施工が可能となることを示唆している.
4. 鋼-CFRP複合構造
4.1 複合構造化検討
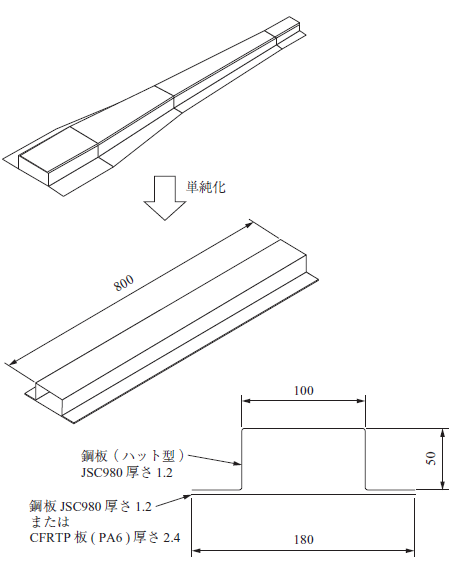
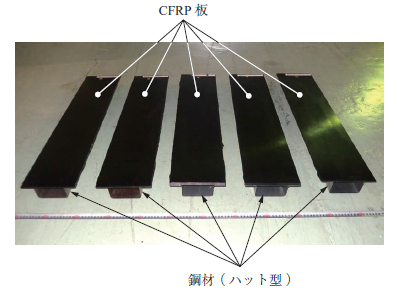
自動車車体構造部材のBピラーを想定した鋼-CFRPの複合部材を試作し,その性能を評価した.第6図にBピラーを模擬したマルチマテリアル部材例を示す.実際の車体構造を単純化した形状で試作と性能評価を繰り返して,性能向上と軽量化の両立を図った.なお,開発においては,この単純化した形状の基本構造と接合方法を検討し,それらが量産施工に対応可能であることを確認した.
軽量化と衝突エネルギー性能を両立させるには,軽量素材の採用と構造強度の向上,それらの併用がある.そこで,構造要素として引張りの荷重を受ける側の鋼材をCFRPに置き換えての軽量化,CFRPなど軽量素材による補強構造を検討した.ここでは,衝突吸収エネルギーは同等レベルで部材重量の軽量化を狙った設計試作を例示する.
4.2 接着による部材試作
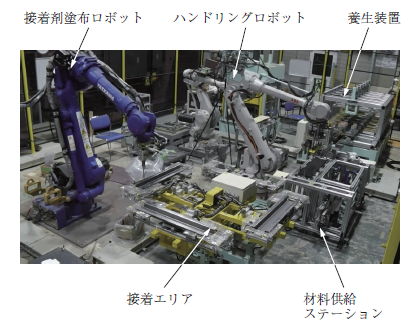
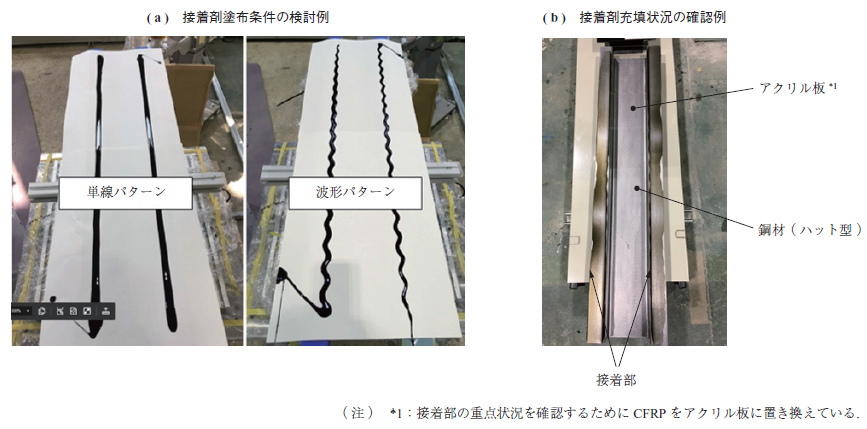
3. 1 節のように各種接着プロセスが接合強度に及ぼす影響を精査し,再現性の高い接着部材の試作ラインを構築した.第7図に量産に向けた接着部材連続製造の試作ラインを示す.試作ラインは,接着剤を定量塗布可能な接着剤塗布ロボットと,素材・部材の搬送および接着剤硬化までの養生を含めたハンドリング装置で構成される.第8図に接着剤塗布パターンの検討例を示す.本装置により,流動性が高い接着剤であっても流れ落ちを防止し,接合面に均一に塗布できる施工要領を確立した.また,試作ラインを最適化することで,素材のハンドリングから部材接着完了までの一連の工程を自動化し,量産施工に対応可能とした.連続製造中は,3. 1 節で述べた接合品質の安定化に必要な温度や時間などのプロセス中の管理パラメータのモニタリング状況,および装置の稼働状況を取得できるようにした.第9図に試作ラインにより連続製造した部材の一例を示す.本部材は,後述する曲げ試験により,連続製造した部材のエネルギー吸収性能を評価し,良好な部材性能を示すことを確認した.
4.3 レーザ溶着による部材試作
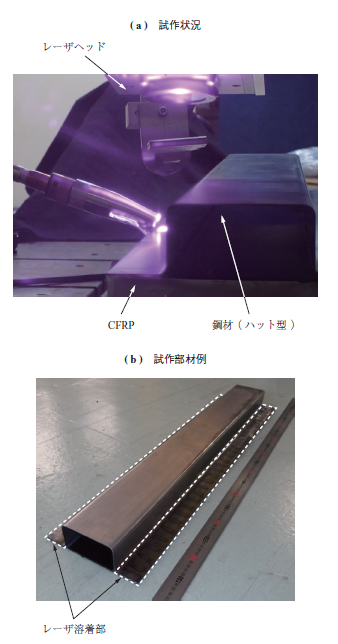
3. 2 節で実施した引張せん断試験結果を基に,部材試作用に施工条件を最適化した.レーザの照射間隔25 mmとし,入熱量5.5 kJにてレーザ溶着することでハット型の鋼板とCFRPを接合し部材を製作した.第10図にレーザ溶着での試作状況と試作部材を示す.
4.4 曲げ試験による性能評価
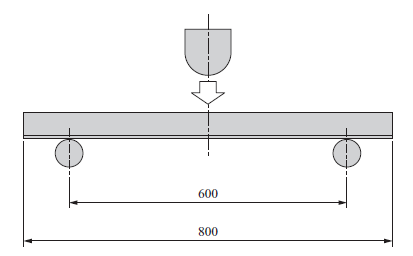
試作した鋼-CFRP複合部材に対し曲げ試験を実施し,部材の衝突吸収エネルギーを評価した.第11図に3 点曲げ試験の模式図を示す.試作した部材に対し,支持間隔600 mmで3 点曲げ試験を実施した.曲げ試験で得られた変位-荷重曲線から,所定の変位までの衝突吸収エネルギーを求めた.比較として,従来の抵抗スポット溶接鋼部材(打点間隔30 mm)を製作し,同様の試験に供した.第12図に試作部材の衝突吸収エネルギーの評価例を示す.接着およびレーザ溶着で製作した複合部材は,鋼スポット溶接部材と比較して同等以上の衝突吸収エネルギーが得られていることを確認した.試作部材は,最終的にはCFRPが破断し,鋼とCFRPの接合部に剥離はなく良好な接合が得られていることを確認した.
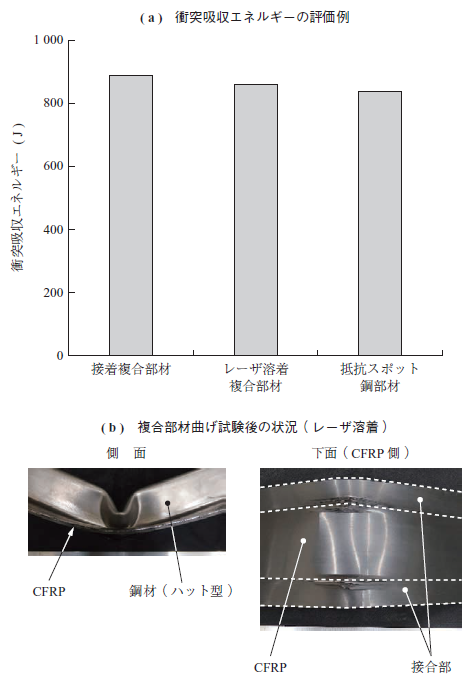
今回試作した部材は,従来の鋼スポット溶接部材と比較すると,衝突エネルギー吸収性能は同等のまま,重量は約25%軽量となった.
5. 結言
自動車構造部材を想定した鋼-CFRP複合構造化の検討とそれに必要な接合技術について検討した.世界的なCO₂の排出量の低減を実現するためには,自動車などの輸送機器をはじめとした機器・構造物の軽量化は必須であり,異材接合技術はますます重要となる.このようななかで,本技術を社会実装させカーボンニュートラルに貢献したい.
― 謝 辞 ―
この成果は,国立研究開発法人新エネルギー・産業技術総合開発機構 ( NEDO ) の委託事業 ( JPNP14014 ) の結果得られたものです.関係者の皆さまに深く感謝いたします.
参考文献
(1) 樽井大志:自動車に適用されるマルチマテリアル技術,軽金属,Vol. 72,No. 3,2022 年3 月,pp. 99-106
(2) 平田好則:NEDO/ISMAプロジェクトにおける接合技術開発について,溶接学会誌,Vol. 86,No. 1,2017 年,pp. 6-11
(3) 平田好則:異材接合継手の性能比較 - NEDO/ISMAプロジェクトにおける接合技術開発 ( 2 ) -,溶接学会誌,Vol. 89,No. 3,2020 年,pp. 181-189
(4) 氷室雄也,麻川元康,山本研一:自動車における構造接着技術 - 車体接着の技術動向と課題,および市場劣化予測技術の開発 -,日本接着学会誌,Vol. 53,No. 8,2017 年,pp. 283-289
(5) 寺田幸平:炭素繊維強化熱可塑性プラスチック - 現状,応用分野および課題 -,精密工学会誌,Vol. 81,No. 6,2015 年,pp. 485-488
(6) 佐藤千明:自動車用接着接合と材料の表面処理の動向,表面技術,Vol. 67,No. 12,2016 年12 月,pp. 644-648
(7) 廣瀬明夫:マルチマテリアルと異材接合,軽金属,Vol. 71,No. 4,2021 年4 月,pp. 188-196
(8) 兵間賢吾,森田花清,猪瀬幸太郎:鋼CFRP複合構造部材の製作と性能評価 - 接着およびレーザを用いた異種材料接合技術 -,WE-COMマガジン,Vol. 44,2022 年4 月,pp. 1-9
(9) 兵間賢吾,森田花清,猪瀬幸太郎:レーザを用いた鋼CFRP異材接合の開発,溶接学会春季全国大会講演概要,2022 年4 月,pp. 182-183