天然ガス熱分解による水素製造技術
伊藤隆政,宮浦拓人

伊藤 隆政 技術開発本部技術基盤センターエネルギー変換グループ 主査 博士(工学)
宮浦 拓人 技術開発本部技術基盤センターエネルギー変換グループ
天然ガス熱分解による水素製造技術は,従来の技術に比べて水素生成に必要なエネルギーが小さく,また炭素を固体として回収できる.そのため,二酸化炭素 ( CO₂ ) 排出量を抑制しながら低廉な水素を生産できる技術として期待されている.加熱方法や触媒の組合せによってさまざまな形式が提案されているが,IHIでは鉄鋼業界で使用されている安価で調達が容易な鉄鉱石を触媒として,鉄鉱石のハンドリングに流動層技術を適用したIHI独自の天然ガス熱分解システムを開発中である.本稿では,その技術の開発動向と商用化への展望について紹介する.
This paper introduces new technology related to the hydrogen production by the thermal decomposition of natural gas. This technology needs less energy to produce hydrogen than the other conventional technologies. And the carbon derived from natural gas is collected in solid phase after the decomposition. This technology is expected to produce the hydrogen in low cost with low carbon dioxide ( CO₂ ) emissions. There are a variety of systems proposed, depending on the heating system, sort of catalyst and handling of the collected carbon. IHI has developed the original system which consists of the fluidized bed with iron ore as catalyst. This paper introduces the development of this technology and plan for the commercialization.
1. 緒言
脱炭素社会に向けて水素の利用拡大が期待されている.現在の水素製造技術は,天然ガスを対象とした水蒸気改質が主であるが,その製造工程で二酸化炭素 ( CO₂ ) が発生するため,そのCO₂を大気に放出しないよう回収して貯留または利用することが必要となる.また,CO₂を排出しない理想的な水素製造技術である水電解は,電解に必要なエネルギーが高く,その電源となる再生可能エネルギーの普及に時間を要している.IHIでは,今まで使われてきた天然ガスを対象に,僅かな再生可能エネルギーと触媒を用いることで,低廉でCO₂排出量を抑制した熱分解による水素製造技術を開発中である.本稿では,まず一般的な水素製造技術を紹介し,次にIHIで開発中の天然ガス熱分解技術の特徴について説明する.最後に,商用化への展望について述べる.
2. 水素製造技術
2.1 代表的な水素製造技術
第1表に代表的な水素製造技術を示す.まず,天然ガスを対象とした水蒸気改質は,高温下で天然ガスに水蒸気を混合することで水素を生成する.現時点で最も普及している技術であり,生成された水素は工業,医療などさまざまな分野に使用されている.しかし,この方法では製造工程でCO₂を排出するというデメリットがあり,排出量削減が求められている.CO₂排出量を削減するためには,製造工程で発生するCO₂を回収し,貯留または利用する必要がある.近年では,ヨーロッパにおける水素規格を提言するプロジェクトであるCertifHy™ ( 1 ) によって,水素の製造時に発生するCO₂の排出量を36.4 g-CO₂/MJH2(4.4 kg-CO₂/kg-H2相当)以下に抑えた水素をLow carbon hydrogenと定義しており,この値を基準に税控除など補助金に関する制度が整いつつある.
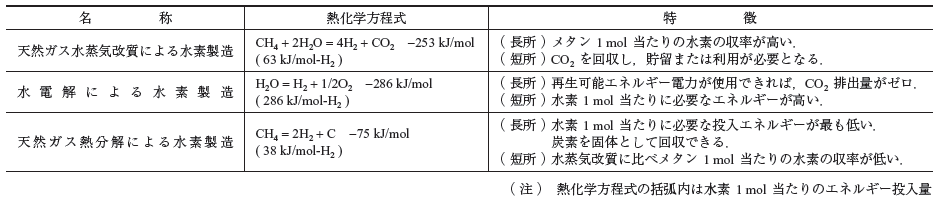
次に,水電解による水素製造技術は,水に電圧を掛けて電気化学的に水素と酸素へ分解する技術である.熱化学方程式のうえではCO₂は発生せず,使用する電力が再生可能エネルギー由来であれば,CO₂排出量がほぼゼロとなる理想的な技術といえる.ただし,水素単位量当たりに必要なエネルギーが最も高いため,安定した再生可能エネルギーの供給が必要となる.
本稿で紹介する天然ガス熱分解は,天然ガスを加熱し水素と固体の炭素に分解する技術である.水素1 molを生成するために必要なエネルギーが38 kJ/mol-H2と極めて低いため,投入するエネルギーに対して約6倍のエネルギーを水素として生成できる.また,水蒸気改質では生成したガスにmol比で1/5のCO₂が含まれてしまうのに対して,天然ガス熱分解では,炭素が固体で回収されるため,高い濃度の水素生成が期待できる.
2.2 天然ガス熱分解
天然ガス熱分解については,加熱方法や触媒の種類,併産される炭素の利用によってさまざまな方式が提案されている.ここでは,各社が提案する方式を第2表に紹介する.
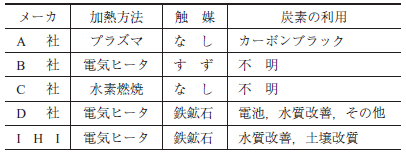
A 社は,再生可能エネルギー由来の電力をプラズマ発生に適用し1 500℃以上の高温場を生成することで,天然ガスを無触媒で分解する.空間中に凝集するnmオーダーの炭素微粒子を回収してカーボンブラックとして市場へ供給している.A 社では,熱源を従来の化石燃料から再生可能エネルギーに変えることでCO₂の発生を抑制している.注意すべき点は,カーボンブラックの市場規模によって水素の生産量が制約を受けることである.カーボンブラックの市場規模は,世界全体で数千万 t/yであるため,そこから併産できる水素は数百万t/yにとどまる.そのため,この事業形態では,カーボンブラックの流通に精通している企業が優位と考える.
B 社では,触媒に溶融金属(すず)を使用しており,電気ヒータで溶融させたすずを天然ガスが通過する際に熱分解が生じる.生成した固体の炭素は溶融金属よりも比重が低いためスラグとして浮遊する.この浮遊したスラグを排出することによって,連続的に高濃度の水素が生成できる.
C 社では熱分解に必要な熱源の一部を,生成した水素を燃焼することで賄っている.これによって,従来の水蒸気改質よりもCO₂の排出量を約90%削減している.
D 社では,触媒に鉄鉱石を用いており,その表面に析出した炭素を回収して電池の炭素材料などへ活用することが検討されている.ただし,炭素材料として利用するためには,炭素の純度を高める必要がある.そのため,粒子の中に残存する触媒を酸溶解などによって除去する必要がある.
IHIでは粒子状の鉄鉱石を触媒として使用し,そのハンドリング技術にIHIが豊富な知見を有する流動層技術を活用している.触媒とガスの適切なハンドリングによって最終的に生成される水素濃度を常に90%以上に維持することを目標としている.また,排出される炭素は環境の観点から無害であることが確認されており,その利用方法としては,水質改善や土壌改質への適用を想定している.
このように,加熱方法,触媒の種類,回収された炭素の利用によってさまざまな手法が提案されているが,これらの共通の課題としては,水素の生産量に対して,重量で約3倍の併産量となる炭素の利用である.これらの方式を商用化するうえで,対象となる水素と炭素の市場規模のバランスを見極めることが重要となる.
3. IHIの天然ガス熱分解による水素製造
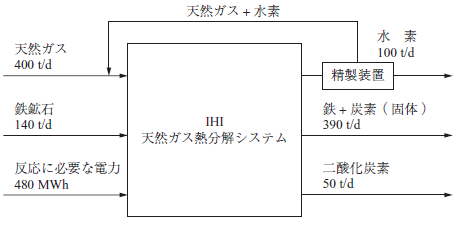
IHIでは,規模(生産量)の点で水蒸気改質を代替できるよう,1 ユニットで100 t/d規模の生産量を目指した天然ガス熱分解システムを開発中である.第1図にシステムの概要を示す.水素を100 t/d規模で生産するためには,天然ガスを400 t/d,触媒として鉄鉱石を140 t/dほど必要とする.鉄鉱石に含まれる鉄は主にヘマタイト ( Fe2O3 ) という酸化鉄である.そのため,システムへ投入された鉄鉱石は,まず天然ガスと接することで鉄 ( Fe ) に還元され,その後,触媒として機能する.この還元の過程で僅かにCO₂が発生するが,その量は水蒸気改質に比べて1/10程度に抑制できる.熱分解で発生した水素はガスとして回収され,必要に応じて後処理が施される.炭素は触媒の表面に析出し,鉄との混合物として排出される.反応に必要なエネルギーは1 日当たり480 MWh程度であり,水電解に必要な電力量の1/7程度で賄える.なお,これらの値は,鉄鉱石の組成によって変化するため,あくまでも参考値である.次に,このシステムで扱われる鉄鉱石,水素,炭素の詳細について解説する.
3.1 鉄鉱石
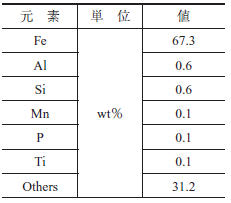
本技術では,鉄鋼業界で流通している一般的な鉄鉱石を触媒として用いており,その主成分はヘマタイトである.第3表に,IHIの基礎試験で用いた鉄鉱石の組成を示す.鉄の含有量は70 wt%弱で,形状は粒子状である.オーストラリア政府が発行するレポート ( 2 ) によると,市場に流通している鉄鉱石には直径が数百 μmオーダーの粒子状から数 cmオーダーの塊状まで存在しており,経済的な観点からおおむね60 wt%程度の鉄成分が含まれている.
鉄鉱石を使用する利点は,大きく分けて二つある.まず,市場の取扱いが年間25 億 t ( 2 ) と極めて大きく,供給者が多数いるため調達の自由度が高い.次に,調達価格(FOB = 本船渡し)が100 USドル/t程度 ( 3 ) と,触媒としては極めて安価であるため,水素製造単価の低廉化が期待できる.
3.2 水素の濃度
第2図にメタンを高温下で熱分解した際に得られた生成ガスの組成の時間変化を示す.この図は,基礎試験においてある量の触媒を電気炉に充填し,その触媒が活性化してから失活するまでの結果である.水素 ( H2 ) の濃度は徐々に上昇をはじめ,最大90 vol%近傍まで達する.そして一定時間を経過したところで低下する.試験の初期は,鉄鉱石の主成分であるヘマタイトがメタンによって還元されるため,この期間に生成されるガスには一酸化炭素 ( CO ) やCO₂が含まれる.鉄鉱石の還元反応が終了すると生成ガスは主に水素と未反応のメタンで構成される.H2,CO,CO₂のグラフ上の面積を比較すると,H2に対してCO,CO₂の生成量が極めて少ないことが分かる.
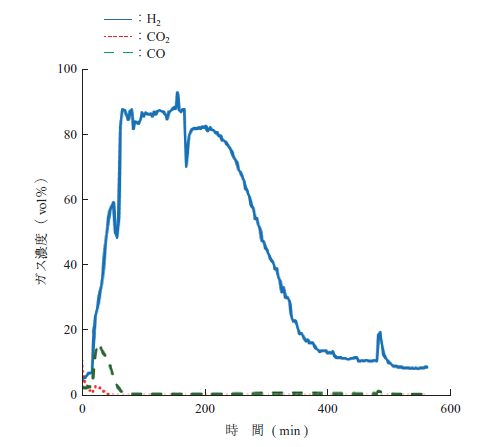
第1表に示す水蒸気改質では,生成ガスにH2とCO₂が発生するため,水素の濃度は最大でも80 vol%程度であるが,この熱分解では炭素が固体として回収されるため,水素の濃度としては,より高い値が得られる.現在,IHIではガスや粒子の滞留時間を適切に制御することで,水素濃度のさらなる増加に取り組んでいる.生成ガスに含まれる水素濃度の増加によって,後処理にかける負荷が軽減されるため,結果として水素製造コストの削減に大きく寄与することが期待される.
3.3 固体炭素
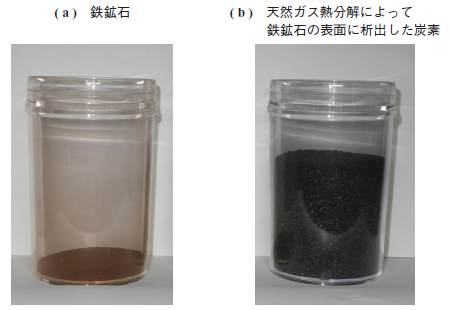
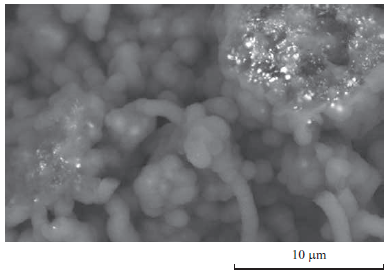
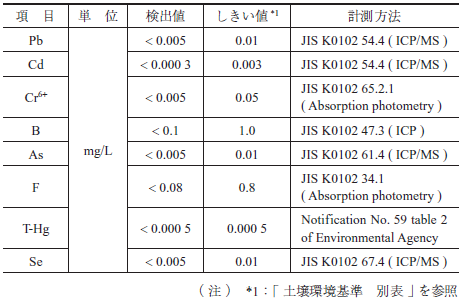
第3図に,鉄鉱石と試験後に回収された炭素の外観を示す.回収された炭素は反応前の鉄鉱石に比べて,約7倍の体積を有している.これは,炭素の析出によって,粒子が膨張したためである.粒子の表面は乾燥しており,搬送に関するハンドリングは容易である.第4図に電子顕微鏡による炭素粒子の拡大像を示す.白い点が鉄成分であり,その周りに存在する大部分の灰色の部分が炭素である.この写真から,鉄成分が核となり球状の炭素が連結して析出していることが分かる.この粒子を土壌へ埋め戻した際の環境に対する安全性を確認するため,「土壌の汚染に係る環境基準について」(環境庁告示第46号)を参考にJIS K0102に従って分析した結果を第4表に示す.結果は,いずれの項目も土壌環境基準のしきい値を下回っており,安全であることが確認された.現在では,土壌改質,水質改善への利用に向けた取組みを行っている.
4. 天然ガス熱分解による水素製造技術の商用化
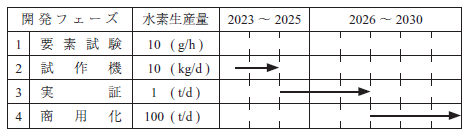
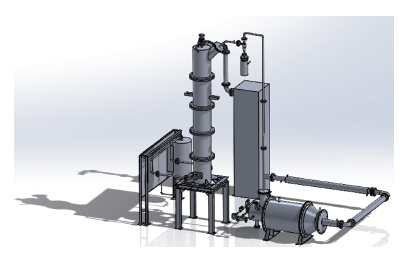
第5図に商用化へのスケジュールを示す.本技術は2020 年代後半にかけて商用化を目指している.現在は,生成ガスに含まれる水素濃度のさらなる増加を目的として,生産量10 kg-H2/dクラスの試作機を2023 年度中に稼働させる予定である.第6図に試作機イメージを示す.この試作機は,原料ガスの供給設備,熱分解炉,生成したガスを処理する燃焼炉で構成されている.今後の取組みとしては,この試作機を用いて水素濃度の最大化を図った後,長時間運転による耐久性の評価,水素の利用に合わせた生成ガスの精製などに取り組んでいく.
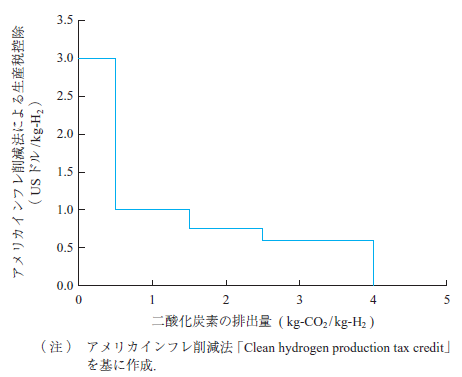
本技術は,天然ガスと鉄鉱石を必要とするため,それらの産出国での商用化を想定している.候補地の一つであるアメリカでは,2022 年8 月に成立したインフレ削減法によって,水素に対する生産税控除が導入された.この制度は,水素を生産した際のCO₂排出量に応じて最大で3 USドル/kg-H2を控除する制度である.第7図にCO₂排出量とその控除額を示す.この制度の対象となるためには,CO₂排出量を4.0 kg-CO₂/kg-H2以下に抑制する必要があり,従来の天然ガスを用いた水蒸気改質では難しいといわれていた.しかし,本稿で紹介したIHIの天然ガス熱分解法では,CO₂排出量を従来の水蒸気改質の1/10程度に抑制できるため,このような税控除の適応が期待できる.
5. 結言
本稿では,IHIで開発中の天然ガス熱分解による水素製造技術について紹介した.本技術は,触媒に鉄鉱石を使用し,そのハンドリングにIHIが豊富な知見を有する流動層技術を適用している.天然ガスを原料としながらも,その分解に必要なエネルギーが従来技術に比べて少なくて済むため,水素製造単価の低廉化が期待できる.化石燃料からの脱却,再生可能エネルギーへ移行する過渡期において,水素の普及に貢献する有意義な技術と考え,引き続き商用化に向けた開発に取り組んでいく.
参考文献
(1) CertifHy™:,https://www.certifhy.eu,(参照2023. 10. 24 )
(2) D. Summerfield : Australian Resource Reviews Iron Ore 2019, Geoscience Australia, 2020
(3) 日本経済新聞 ( nikkei.com ):鉄鉱石4%安,高炉調達7~9 月 世界の鋼材需要低調で,2023 年6 月8日,https://www.nikkei.com/article/DGXZQOUB080 TG0Y3A600C2000000/,(参照2023. 6. 9)