カーボンニュートラルの実現に貢献する燃料電池向け電動ターボチャージャの開発
林 克憲,金田真一,池谷信之,大東祐一,北村和浩
林 克憲 産業システム・汎用機械事業領域車両過給機SBU技術統括センター電動製品開発プロジェクト部
金田 真一 産業システム・汎用機械事業領域車両過給機SBU技術統括センター電動製品開発プロジェクト部 主幹
池谷 信之 産業システム・汎用機械事業領域車両過給機SBU 技師長
大東 祐一 産業システム・汎用機械事業領域車両過給機SBU技術統括センター電動製品開発プロジェクト部 主査
北村 和浩 産業システム・汎用機械事業領域車両過給機SBU技術統括センター電動製品開発プロジェクト部 主査
カーボンニュートラルの実現に向け,燃料電池車 (FCV) をはじめとした燃料電池システムの活用が進んでいる.株式会社IHIでは,さまざまな燃料電池システムの性能・コスト・信頼性要求に対応するため,高効率な燃料電池向け電動ターボチャージャ (ETC) の開発を進めている.燃料電池システムの効率向上のほか,今後の生産台数拡大に対応するべく,大量生産を見越した生産性向上にも取り組んでいる.本稿では,IHIの新機種であるETC-Mの強みと燃料電池システムに与えるメリット,そしてそれを支える要素技術を紹介する.
Fuel cell systems such as FCV are being used more and more toward the realization of carbon neutrality. IHI is developing a new electric turbocharger (ETC) that has high efficiency to meet the requirements in regards to performance, cost and reliability of various fuel cell systems. In addition to improving the efficiency of the system, we are also working to improve productivity with a view to future mass production. This paper introduces the strengths of IHI's newly developed ETC-M, the merits for fuel cell systems, and the elemental technologies that support them.
1. 燃料電池システムを取り巻く環境
カーボンニュートラルを実現するための一つの選択肢として,水素の活用が期待されている.例えば,EUでは2020年に水素戦略が発表され,2030年までに1 000万tの再生可能水素の生産を目指している(1).各国で水素活用の支援や助成が進んでおり,ドイツでは大型燃料電池トラック向けの支援,中国では2020年に燃料電池車 (FCV) 産業のサプライチェーン構築への助成を発表している(2).このような取組みにより,FCV産業の拡大が進んでいる.
2050年までの自動車生産台数の予想シナリオを第1図に示す(3).内燃機関車やハイブリッド車の割合が2030年以降急激に減少し,電気自動車 (EV) やFCVに置き換わっていくことが予想されている.一般社団法人日本自動車工業会によると,小型乗用車はEVが主流となり,大型商用車はFCVが主流になることが予想されている(4).水素は電池に比べてエネルギー密度が高いため,大型商用車のような高出力が必要で長距離走行するための自動車として,FCVは適した選択肢となる.
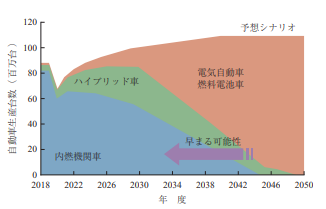
Fig. 1 Forecast scenario of vehicle production volume(3)
IHIでは,燃料電池システム向けコンプレッサの研究を2002年から開始し,同コンプレッサはこれまで定置式燃料電池 (施設などに電力を供給するための装置) やFCVに搭載されてきた.2018年には,ダイムラー社 (ドイツ) の車両向けに,世界初 (当社調べ) となるタービン搭載の電動ターボチャージャ (ETC) を量産している.
このETCは,第2図でETC-Sと示された低出力スタックの領域をカバーしている.大型商用車への燃料電池の適用拡大に伴い,燃料電池システムの高出力化が進んでいる.そのため,IHIはM,L,LLと出力別のラインナップの拡充を進め,お客さまの要求に応えることを目標としている.Mの領域をカバーするETCとして,IHIはETC-Mを新開発した.ETC-Mは,従来機であるETC-Sに対し,効率および生産性の面で改良をしている.燃料電池システム用ETCは今後生産台数が増大すると予想されるため,現在の少量生産から大量生産へのシフトが求められている.乗用車だけでなく商用車,船舶,鉄道,定置式といった幅広い適用先に対応する高効率な製品であることに加え,大量生産も可能とする構造であることを目標とした新機種ETC-Mについて紹介する.
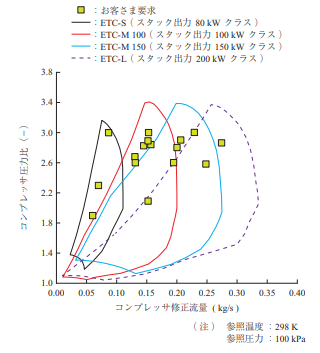
Fig. 2 Lineup of IHI ETC by stack output power
2. 燃料電池システムとETC
2.1 燃料電池システム
燃料電池システムは大きく分けて水素タンク,燃料電池スタック (FCスタック) ,パワーマネジメントシステム,そして電動コンプレッサで構成されている.燃料電池システムは,水素と空気中の酸素で直流電気を発生させている.酸素の供給は,電動コンプレッサで空気を圧縮して支えている.
燃料電池システム運転時のシステム図を第3図に示す.このシステム図は電動コンプレッサとしてETCを使用した場合のシステム図である.ETCは,コンプレッサ,タービン,モータ,軸受,インバータで構成されている.ETCで圧縮された空気 (酸素) と水素タンクから供給された水素がFCスタックで化学反応し,発電されてバッテリーに充電される.充電された電気が主機モータの駆動やETCの駆動に使用される.FCスタックで化学反応した後に排出される排気ガス (湿り空気) および水は,タービンを通過して外部に排出される.この際に,タービンは排気ガスがもつエネルギーを回収し,ETCの回転をアシストしている.コンプレッサとタービンは同軸のシャフトで回転体 (ロータ) を成し,このロータは空気軸受によって支えられている.インバータはモータへの電力供給や車両システムとの通信インタフェースを有している.
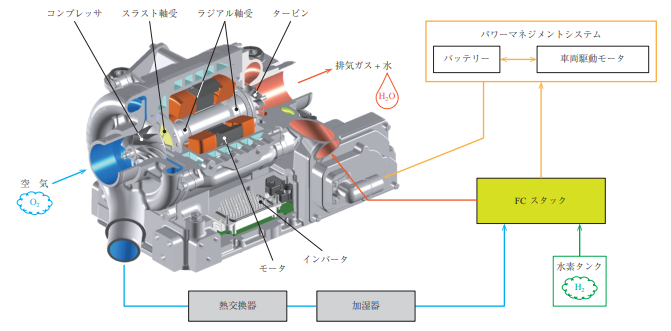
Fig. 3 Fuel cell system
2.2 IHIのETCの特徴
IHIは航空エンジンやターボチャージャといったさまざまな回転機械を世の中に送り出してきた.この既存の技術も活用してETCの開発に取り組み,IHIのETCとして主に下記5点の強みを生み出した (第4図) .
(1) タービンアシストによる高効率
- FCスタックから排出される排気ガスのエネルギーをタービンで回収することで,コンプレッサ必要動力の30%を賄い,
ETCの小型化・消費電力削減が可能. - ETCの消費電力削減により,燃料電池システムの高効率化を実現し,用途に応じて小型化・高出力化が可能.
(2) オイルフリー
燃料電池の性能低下対策のため,空気軸受採用によりオイルフリーを実現.
(3) 起動停止運転可能
空気軸受へのコーティング適用により,アイドリングストップのようなスタート/ストップ運転が可能.
これにより燃料電池システム未使用時の省電力化が可能.
(4) 高出力密度
回転数の高速化により,量産実績のある従来機に比べ58%の出力密度向上.
(5) モータとインバータの一体化
モータとインバータを一体化し,合計サイズの最適化をすることで小型化を実現.
これにより,燃料電池システムの小型化が可能.
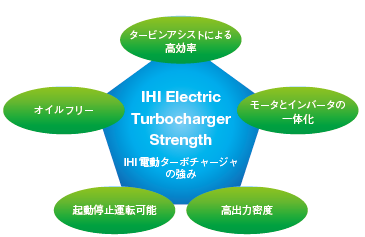
Fig. 4 Strengths of IHI's ETC
3. 電動コンプレッサシステムの比較
3.1 タービン有無の比較
定格運転でのFCスタックの排気は,80~100℃程度の湿り空気である.タービンを用いてこの排気に含まれたエネルギーを回収することで,コンプレッサ必要動力をアシストすることが可能である.第5図に1.5~3.2の範囲におけるコンプレッサ圧力比とコンプレッサ動力の関係を示す.また,同じグラフ上に,タービンを設けた場合の回収可能な動力も重ねて示す.回収可能なタービンの動力は,スタック内の圧力損失ならびにタービンで使用可能な圧力差に依存する.下記(1)式の zeta で示されるパラメータが高い,つまりタービンで使用可能な圧力差が大きいほうが回収可能なターボ動力が上がることが分かる.
zeta = P3-P1 P2-P1 ···························· (1)
p1:コンプレッサ入口圧力
p2:コンプレッサ出口圧力
p3:タービン入口圧力
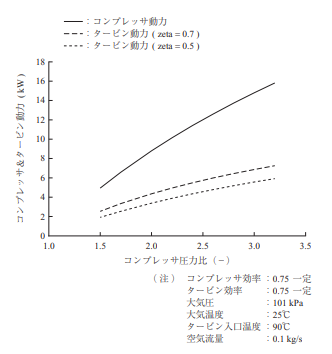
Fig. 5 Compression power and turbine assist
回収動力はスタックの仕様や作動点により変化するが,使用条件に対して最適なコンプレッサとタービンの組合せを選定することで,圧縮動力の30%程度の動力をタービンで回収することができる.これによりモータやインバータの小型化が可能になる.
第6図に(2)式で示す圧縮システム効率をタービン有無で比較した結果を示す.
圧縮システム効率 = 理論断熱圧縮動力 インバータ入力電力 ···························· (2)
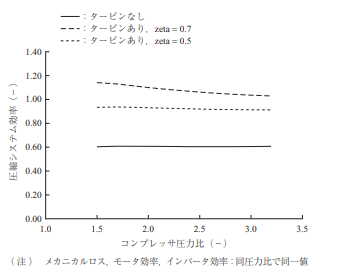
Fig. 6 Difference in compression system efficiency with and without turbine
タービンありの場合,タービンなしと比較して圧縮システム効率がはるかに高いことが分かる. zeta = 0.7,コンプレッサ圧力比3の条件で,圧縮システム効率が0.60から1.03まで向上している.タービンありの電動コンプレッサで圧縮システム効率を高めることは,燃料電池システムで使用可能な出力を増加させることにつながる.
3.2 ETCと2段コンプレッサの比較
第7図に単段ETCとインタクーラ付き2段コンプレッサ (タービンなし) のシステム図を示す.燃料電池システムにある加湿器の入口温度を約100℃以下に保つ必要があるため,いずれのコンプレッサシステムを用いてもアフタクーラが必要となる.これに加え,2段コンプレッサシステムの場合は,高圧段側コンプレッサの保護および圧縮動力低減のため,インタクーラが必要となる.アフタクーラとは別にインタクーラを加えることで,冷却システムの負荷が増大する.その結果,熱交換器のサイズは拡大し,2段コンプレッサの熱交換器サイズは,単段圧縮のアフタクーラのほぼ2倍のサイズとなる場合がある(5).また,熱交換器での総圧損が増加するため,圧縮システム効率の低下につながる.単段コンプレッサで作動点をカバーすることで,熱交換器および配管システムのサイズダウンと圧損の縮小を実現できる.
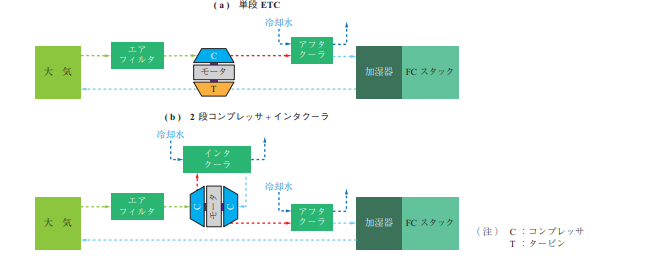
Fig. 7 System flow of single ETC and 2stage compressor with inter-cooler
単段ETCとタービンなし2段コンプレッサのシステム効率を示したものが第8図である.ETCは全域で2段コンプレッサより高効率であることが分かる.コンプレッサ圧力比3.2の条件で,2段コンプレッサのシステム効率が0.79であるのに対し,ETCのシステム効率は1.19に向上している.ETCを採用することで,サイズダウン・軽量化だけでなく,高効率なシステムを達成することができる.
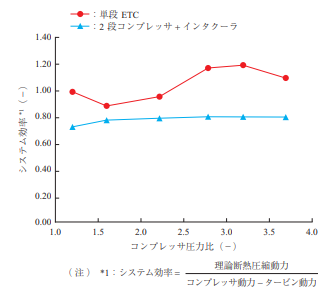
Fig. 8 System efficiency of single ETC and 2 stage
4. 要素技術
4.1 空気軸受
燃料電池の触媒に異物が付着すると,燃料電池システムの性能は低下する.実使用条件下で燃料電池システムの効率を維持するためには,こういった触媒の被毒を避ける必要がある.代表的な被毒要因としては,潤滑油ミストが挙げられる.そのため,燃料電池システムはオイルフリーであることが求められている.
システム全体でのオイルフリーを実現するため,IHIのETCは動圧タイプの空気軸受を採用している.空気軸受は,ロータをラジアル方向で支えるラジアル軸受と,軸方向で支えるスラスト軸受が存在する.代表としてラジアル空気軸受の断面模式図を第9図に示す(6).主な構成部品は,波板形状の薄い板ばね (バンプフォイル) ,低速時には回転ロータと直接接触し,ロータ表面と相対する薄い板 (トップフォイル) ,これらを保持するハウジングである.空気軸受は,潤滑流体として空気を用いるため,油を使えない環境下でも適用可能で,メンテナンス性にも優れている.
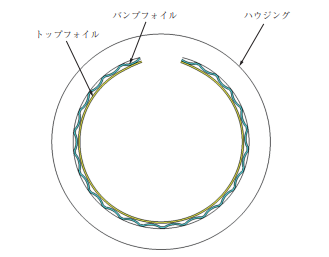
Fig. 9 Cross-sectional view of radial air bearing
ETCの運転停止時は,ロータと軸受は接触状態にある.ETCを起動してロータが回転し始めた段階では,ロータは軸受と接触状態で回転している.その後,ロータの回転数が上がることで,軸受とロータ間で空気膜が形成され,非接触状態となる.起動直後および停止直前以外はこの非接触状態での回転を維持している.IHIの空気軸受は,しゅう動面にコーティングを適用することで,起動と停止時の一時的な接触状態での回転しゅう動に対応している.これにより,ETCの起動停止運転を可能にしている.
空気軸受は,薄いバンプフォイルおよびトップフォイルを保持しながらハウジングに挿入して固定するため,組立工程が複雑である.従来は手作業で組み立てていたが,専用の組立装置を開発し,組立てを自動化することで大量生産の対応を目指している.
4.2 ロータ
ETCのロータは主に内部の磁石により回転動力を得ている.新機種 (ETC-M) は,従来機 (ETC-S) より高出力なスタックに対応するため,磁石体積を増加させてモータおよびコンプレッサ出力を増やしている.磁石の体積が増えるとモータ出力は向上するが,ロータ長増大による軸振動増大や,外径拡大による応力増加といった悪影響がある.そのため,それぞれの影響度を定量化することで,出力増加と低軸振動,強度確保が両立する成立点を導き設計した.新機種は,従来機より最高回転数を上げることで全体をコンパクト化している.サイズ,ロータダイナミクス,強度設計を最適化することで,第10図に示すとおり,ロータ比出力を1.7倍に増加させた.
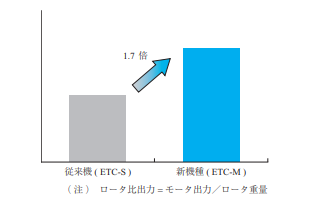
Fig. 10 Specific power of rotor
4.3 モータ
第11図にモータの巻線方式を示す.従来機 (ETC-S) では巻線方式として重ね巻を採用していた.重ね巻は,性能とサイズの面では優位な巻き方であるが,自動化が難しく,大量生産を目標とした新機種では採用できない.そのため新機種では,各相のコイルを径方向に並べる同心巻に変更している.これにより,インサータによる自動挿入を可能とし,大量生産に対応している.また,従来機に対し,回転数19%増,トルク約1.6倍とし,モータ出力20 kWを達成している.
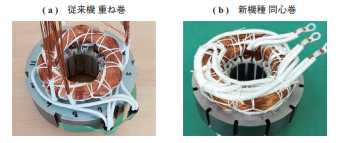
Fig. 11 Winding method of motor
4.4 インバータ
第12図に従来機と新機種のインバータを示す.新機種のパワーデバイスは,従来機で使用していたシリコン (Si) のIGBT (Insulated Gate Bipolar Transistor) モジュールから新材料シリコンカーバイド (SiC) を使ったMOSFET (Metal-Oxide-Semiconductor Field Effect Transistor) に変更している.これによりインバータ効率を4%向上させている.これに加え,スイッチング周波数高速化により部品の小型化,モータ効率改善の効果を得ている.DCリンクキャパシタ (パワー半導体のスイッチングで発生する直流電圧の脈動を抑制する部品) を体積比で約40%までサイズダウンし,基板配置の変更などでパッケージを最適化している.
燃料電池システムの大出力化に伴い,要求される最大電圧が上昇している.そのため,各部品の定格電圧をアップデートし,800 V系のシステムとしている.
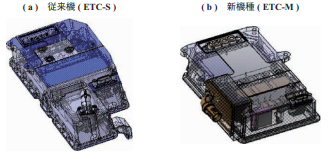
Fig. 12 Exterior of inverter
5. 結言
本稿では,さまざまな燃料電池システムの要求に対応するために新開発した燃料電池向けETCを紹介した.第13図に新機種のETC-Mを示す.このETCは従来機より出力密度を58%向上し,タービンによる動力回収によって燃料電池システムをより高効率なものとする.また,大量生産へシフトするための生産性向上も両立した製品となっている.

Fig. 13 Exterior of ETC-M
カーボンニュートラルの実現に向けて燃料電池システムの開発が進むなか,ETC開発をつうじて高効率なシステム構築に貢献し,持続可能な社会を実現していく所存である.