アンモニア燃焼技術の開発状況
CO₂排出量削減に向け,燃料アンモニアの利用拡大を目指したさまざまな取り組み
株式会社IHI

アンモニアは燃焼させてもCO₂を排出しないカーボンフリー燃料の一つとして注目されており,火力発電用のボイラやガスタービンだけでなく,さまざまな産業に適用できるかどうか各社で検討されている.IHIはアンモニア燃焼技術の先駆者として開発に取り組んでおり,そこで得た最新の開発状況について紹介する.

はじめに
地球温暖化の抑制と持続可能な社会の実現に向け,電力業界のみならず,さまざまな業界において温室効果ガスの削減が世界的に強く求められている.日本では,政府が2021 年10 月に第6次エネルギー基本計画を打ち出しており,それによると2050 年までに温室効果ガスを実質的にゼロとするカーボンニュートラルの実現を目指すことを宣言している.また,その過程として,2030 年までに2013 年度比で46%の温室効果ガスを削減することを目標として掲げている.資源エネルギー庁の「2030 年度におけるエネルギー需給の見通し」によると,2030 年において再生可能エネルギー割合の増加だけでなく,水素・アンモニアの利用が明記されており,全発電量の1%相当を水素・アンモニアで賄う計画となっている.
カーボンニュートラルを巡る情勢やアンモニアの特性から,IHIは現在,既存の火力発電用ボイラにおける燃料アンモニア20%適用技術の確立とその実機実証に向けて,機器の計画・準備とともに,あらゆる検討を進めている.さらに,火力発電用ボイラの燃料アンモニア利用率をより高めることを目指したバーナの開発に着手している.
アンモニア燃焼技術は,火力発電用ボイラにとどまらず,現在化石燃料を用いているさまざまな工業・産業用の燃焼炉に適用できると考えられる.IHIでは,CO₂排出量削減を実現したいお客さまに対して燃料としてのアンモニア利用を提案している.
ここでは,IHIが現在開発している燃料アンモニア利用技術に関する最新情報を網羅的に紹介していく.
燃料としてのアンモニアの一般的な特徴
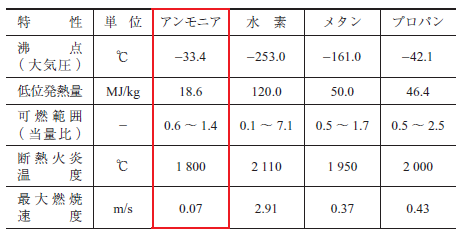
アンモニアは容易に液化可能であり,さらに体積当たりの水素含有量が高いことから,水素の輸送・貯蔵媒体として優れた性質をもつ.アンモニアの大気圧条件における沸点は-33.4℃であるため,水素単体に比べハンドリングが容易である.アンモニアは可燃性のガスであることから,燃料として直接利用できるが,メタンやプロパンといった他の可燃性ガスと比較すると,単位体積当たりの発熱量が低く,燃焼速度が遅い.また,NH₃と表記されるとおり,分子中に窒素を含んでいるため,燃焼時には大量の窒素酸化物 ( NOx ) を排出する懸念がある.アンモニアを燃料とする燃焼器の開発では,着火の安定性とNOxの排出抑制の2 点を意識する必要がある.
火力発電用ボイラへの燃料アンモニア20%利用技術の適用
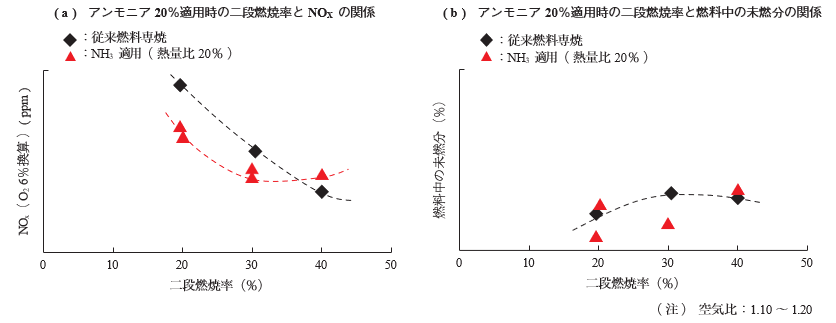
火力発電用ボイラにおける燃料アンモニア利用技術は,熱量比20%のアンモニアを燃焼可能なバーナを開発し,実機適用してその性能の評価を行うことを目標に,2016 年度から着実に開発を進めてきた.アンモニアを20%燃焼させたときの火炎は,燃焼空気の旋回力をベーンによって適切に調整し,バーナ部にて安定して着火したことを確認した.また,燃焼したガス中のNOx濃度については,二段燃焼率を変化させた際の数値で評価する.実際のボイラプラントで運用されている二段燃焼率25 ~ 35%の範囲において計測されたNOx濃度は,従来燃料専焼時と同等まで抑えることに成功した.そのほかにも,燃料中の未燃分割合では,同じ二段燃焼率25 ~ 35%の範囲において,計測における誤差を加味しても,アンモニア適用時の特性は従来燃料専焼時とほぼ等しいことが確認された(IHI技報 Vol. 61 No. 2,2021「アンモニアでカーボンニュートラル火力発電へ」参照).

熱量比20%のアンモニア利用技術は,開発の最終段階として,株式会社JERA碧南火力発電所4 号機の出力100 万kWの大型事業用ボイラにて2023 年度に実証試験を行う計画である.営業運転中の大型発電設備を用いた実証試験は世界初となるため,国内外から注目を集めている.
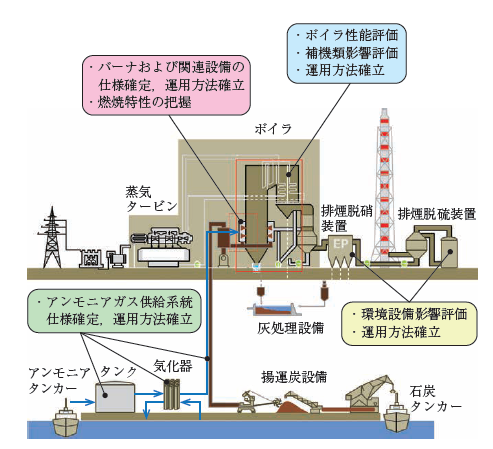
実証試験を行う前に,ファンなどのボイラ補機に与える影響,主蒸気および再熱蒸気温度などのボイラ特性に与える影響,電気集じん機などの排ガス処理設備に与える影響など,実運用プラント全体を対象とした影響・事業性評価を行った.その結果,同プラントで熱量比20%のアンモニア利用技術の実証試験を行う場合,主要なボイラ補機に関しては更新や改造の必要がなく,最小限の費用のみで適用可能である評価を得た.現在は,実証試験に向けた各機器の準備・手配を行っており,以下の評価および検討などを実施する予定である.
・ アンモニア20%利用時におけるボイラプラント全体としての性能評価
・ 起動・停止・負荷変化などの動的な運転条件における運用性・制御性の評価
・ 万一のアンモニア漏えい時における保安対策の検討
これらの結果を基に発電設備としてのアンモニア20%利用技術を確立できると見込んでおり,将来的には他の発電所にも展開できると期待している.
アンモニア利用率の向上を目指して
火力発電用ボイラから排出されるCO₂をさらに削減するために,アンモニア利用率50%以上を目標としたバーナ・ボイラの検討を2021 年度より開始した.アンモニアを主燃料とするバーナは2023 年度末をめどに設計指針を固め,ボイラプラント全体の事業性評価に反映する計画である.アンモニア利用率を20%よりもさらに高めると,排ガス特性などの燃焼特性やアンモニア流量の増加による影響が大きくなる.そのため,主蒸気温度や再熱蒸気温度などのボイラ本体性能のみならず,排ガス量や圧力損失の増加による誘引通風機の性能への影響などもより大きくなる.さらに,石炭火力発電用ボイラに適用する場合,石炭を粉砕する微粉炭機では,アンモニア利用率を高めると,供給する石炭の流量が低下し,通常の運用幅における下限値を下回る可能性があることから,その運用方法については慎重に評価する必要がある.
IHIでは,設計・製造・建設部門が協力し,想定される課題の抽出とその対策について協議を行っている.ボイラプラント全体の検討・評価は,JERAの協力のもと実施しており,碧南火力発電所5 号機の出力100 万kWの対向燃焼式ボイラでの実証試験を見据え,同プラントを対象に具体的な事業性評価を開始している.
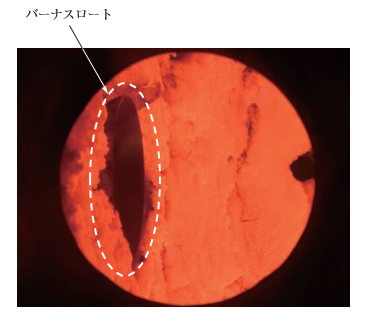
また,アンモニア専焼バーナは,2021 年度より開発に着手している.2022 年5 月には,IHI相生事業所内の小型燃焼試験炉において,NOx濃度特性を抑えた状態でのアンモニア専焼に成功した.そのときのバーナ近傍の様子から,火炎は試験炉に打設されている耐火材が赤熱しているために目視できないが,IHI製の標準火炎検出器を用いて紫外域での波長を捉え,火炎を検出できることを確認した.
アンモニア専焼バーナに関しても,実際のボイラプラントを想定した規模での詳細な評価が必要であることから,相生事業所内にある大型燃焼試験設備を用いて,バーナ構造の最適化検討を進めている.
大型アンモニア供給設備の新設
アンモニアを主燃料とするバーナおよびアンモニア専焼バーナの開発では,実際のボイラプラントを想定した詳細な評価結果を得るために,大型燃焼試験炉での燃焼試験を実施する必要がある.そのため,これまでバーナ開発で使用してきたアンモニア供給設備では供給量が不足する.そこで,IHIでは相生事業所内に大型のアンモニア供給設備を新たに建設し,2022 年9 月にその運用を開始した.
この大型アンモニア供給設備は,液体アンモニアを最大で20 t保有できるタンクを備えており,最大で2.4 t/hの液体アンモニアを気化・供給できる.これにより大型燃焼試験炉におけるアンモニア燃焼試験が8 時間以上連続で実施できるようになった.
同供給設備におけるアンモニア気化のための熱源は,併設されているLPG焚きの小型ボイラから供給される蒸気である.小型ボイラより供給された高温蒸気は,気化器で液体アンモニアを加熱して気化させる.気化されたアンモニアは,同供給設備内の減圧弁および流量調節弁を経て,燃焼試験に必要な任意の圧力・流量で安定供給が可能となる.
安全に関しては十分な検討・配慮を行っており,複数のアンモニアガス検知器の設置に加え,非常用の散水設備,非常用操作電源といった停電時における非常用設備も備えている.また,万一タンクより液体アンモニアが漏えいした場合を想定して,タンク周囲は内容量が全量流出したとしてもせき止めることが可能な防液堤を設けている.

産業炉へのアンモニア燃焼技術の適用
アンモニア燃焼技術は,電力業界以外にも多くの業界に適用できると考えられる.
産業界では,製品の製造プロセス中に発生するCO₂排出量を削減する動きが加速しており,その方法としてアンモニアを燃料として利用する技術が注目されている.例えばセラミックの焼成プロセスや金属表面への熱処理などが挙げられる.
特に石油化学業界では,石油の精製プロセス中にさまざまな加熱・分解反応があるため,それぞれの工程に合わせた産業炉からCO₂が排出される.精製プロセスで使用する産業炉の主な燃料として,加熱炉は重油もしくは天然ガスを使用し,ナフサを加熱・分解させる分解炉はLNGを使用している.これらの燃料にアンモニアを一部適用もしくはアンモニア専焼させることによってCO₂排出量は大幅に低減可能である.
IHIでは分解炉に燃料アンモニアを適用すべく検討を開始し,燃焼試験を計画している.ナフサ分解炉用のLNGバーナは火力発電用とは大きく構造が異なっており,燃料と空気は同一のノズルから予混合された状態で供給される.また,バーナ先端はセラミックで成形されたコーン状となっており,燃料はそのコーンに向けてノズルから噴射される.コーン部は炉内からのふく射を受けて高温化するが,そこに燃料が接触することで安定した着火が得られている.このバーナに燃料アンモニアを適用させるには,ノズルからの吹き出し流速や旋回力などを見直し,着火性を高める必要がある.現在,シミュレーションによる検討結果を小型試験設備において再現しようとしている.
その他にも,従来は重油やLNGなどの化石燃料を用いていた化学工業・窯業・製鉄業などの各産業におけるさまざまなプロセスに対して燃料アンモニアの燃焼技術を適用させることが期待されている.各産業炉はその用途やプロセスによってバーナの形状や炉の形状,必要となる温度が異なってくることから,お客さまのニーズに沿った開発を今後も行っていく.