アンモニアタンク大型化の実現と試験法の確立
困難といわれるアンモニアタンク大型化を実現する技術
株式会社IHIプラント
株式会社IHI

次世代の燃料として期待されているアンモニア.一般に,アンモニアは水素に比べて輸送・貯蔵が容易で,取り扱いは既存の技術として確立しているといわれているが,燃料として大量のアンモニアを製造・利活用するために必要なタンクの大型化については課題が多い.アンモニアタンク大型化の実現に向けたIHIグループにおける取り組みを紹介する.

アンモニアタンク大型化の必要性と課題
燃料としてアンモニアを製造・利活用するために欠かせないのが貯蔵タンクである.そのタンクの大きさは,タンクに貯蔵される液化状態で,単位体積当たりの発熱量を比較するのが分かりやすい.アンモニアの単位体積当たりの発熱量は,LNG(液化天然ガス)の主成分であるメタンの約60%であり,アンモニアをLNGの代替燃料と考えるにはメタンの約1.7 倍の貯蔵量が必要ということになる.
現在,国内に存在する化学工業用途などのアンモニアタンクは1 ~2 万t前後であり,既存技術の延長では4 万t前後が限界といわれている.4 万tは容積に換算すると約6 万 m3であるが,LNGでは20 万 m3以上のタンクが主流であることを考えると貯蔵量としてはあまりにも小さい.そのため,燃料としてアンモニアを製造・利活用するためにはタンクの大型化が必須と考えられる.
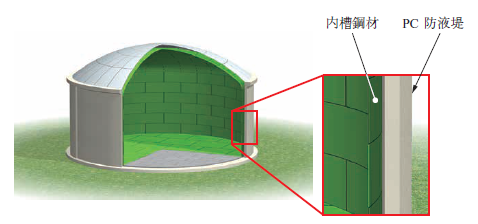
しかし,アンモニアタンクの大型化には課題がある.液体で1 万tを超えるような貯蔵量の場合,合理的なタンクの型式は平底円筒形となる.一般的な平底円筒PC(プレストレストコンクリート)タンクは,内槽と呼ばれる鋼製タンクの外側に保冷材を取り付け,これを,コンクリート製の防液堤で覆う.平底円筒PCタンクは,鋼製の内槽で内圧を保持するが,内槽の溶接部には規格によりPWHT(溶接後熱処理)が要求される.しかし,大型タンク全体にPWHTを実施することは現実的ではないため,PWHTが免除される板厚以下で設計することになる.アンモニアタンクに使用されている既存の鋼材でPWHTが免除されるのは板厚38 mmまでであり,この板厚で製造できるタンクは強度的に約4 万tが上限である.これが先に述べたアンモニアタンクが既存技術では4 万tが限界といわれている理由である.板厚制限内でのタンクの大型化には,内槽の鋼材を高強度化する必要がある.
一方で,アンモニアに直接触れる内槽はアンモニアSCC(応力腐食割れ)の懸念がある.アンモニアSCCは高強度鋼ほど発生頻度が高いことが知られており,世界的にはガイドラインなどで,鋼材の引張り強さ・降伏強さ・溶接部硬度などに上限が設けられている.PWHTが免除される板厚制限で,かつ内槽の鋼材を高強度化することは,ガイドラインの意図と相反している.それを解決するために,まずはガイドラインを超えてアンモニアSCCが生じにくい高強度鋼を選定する必要がある.
また,アンモニアSCCによるタンクの損傷を確認するために行う開放検査についても課題がある.アンモニアSCCの発生リスクが考えられる場合,定期的にタンクの開放検査を実施しているが,開放検査には膨大な費用と期間が掛かるうえに,予備タンクを用意する必要があり,事業者にとって大きな負担となっている.
アンモニアSCC試験法の構築
アンモニアSCCが生じにくい鋼種を選定するためには,アンモニアSCC試験法が有効である.アンモニアSCC試験は1980 年代ごろまでに多くの研究者によって実施されていた.その際の知見として,高強度な鋼種ほどアンモニアSCCが生じやすいことが知られている.1980 年代当時は大型タンクの需要がなく,板厚38 mmまでの低強度なアルミキルド鋼を用いてタンクを製造することで,アンモニアSCCのリスクを低減させていた.2023 年現在では使用可能な鋼種の選択肢が増えているため,あらためてアンモニアSCC試験法を確立することは価値がある.そこで,既往文献の情報を基に,低温低圧下でのアンモニアSCC試験法を構築した.
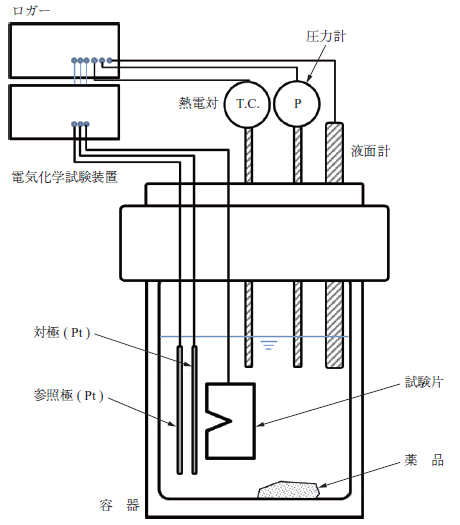
アンモニアは低温に冷却することで容易に液化する.低温低圧での試験とすることで,高圧ガス保安法に抵触しない圧力で試験装置を運用することができ,装置導入が比較的容易となる.SCCは一般に潜伏期間を有するが,液体アンモニア中でのSCCも同じく潜伏期間を有し,ある一定期間後に発生する.アンモニアSCCが生じやすいHT60という高強度の鋼種でも,通常の液体アンモニア環境では,SCCの発生に2 年以上を要することが報告されている.したがって,ある限られた期間内でアンモニアSCCの生じやすさを評価するには,SCCの発生を加速させる必要がある.既往文献から,SCC試験片の“電位”と呼ばれるパラメータを,電気化学的に制御することでSCCの発生を促すことが期待できたため,本手法を適用した.IHIグループ内で組み上げたアンモニアSCC試験装置では,あらかじめジグにて試験片に応力を付与し,容器内に試験片を設置する.容器内に設置した試験片は容器外の電気化学試験装置と結線され,試験片の電位の制御が可能となる.なお,液体アンモニア中の参照極,対極としては,白金 ( Pt ) を用いた.また,容器全体は低温槽内に設置されており,アンモニアガス導入,排出のための配管・バルブが設けられている.
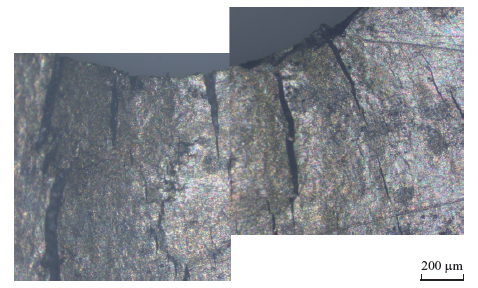
アンモニアSCCに影響する応力因子(試験片形状,負荷応力),環境因子(酸素濃度,水濃度,電位制御を可能にするための電解支持塩,薬品添加量)を調整したうえで,電位を制御することでアンモニアSCCが生じやすいとされる鋼種(例えばHT60,HT80など)について,SCCの発生可否を調査した.その結果,1 週間のアンモニアSCC試験でHT60,HT80に割れを発生させることができた.光学顕微鏡で観察した結果,HT60は不活性な低温環境への曝露では割れが発生しないことから,試験片の端部(ノッチ底)からSCCが発生していることが分かる.
SUS821L1の適用
SUS304などのオーステナイト系ステンレスは,経験的にアンモニアSCCの報告がないが,炭素鋼に比べて強度が劣るため板厚を厚くする必要があり,非常に高価である.そのため,数千 tの鋼材を使用する大型タンクへの適用は現実的ではない.
そこで内槽の鋼材候補として,二相ステンレスに注目した.二相とはオーステナイト相とフェライト相を指し,二相ステンレスはそれらが半分ずつ含まれる鋼種となる.二相ステンレスのなかでもリーン二相系(ニッケルを低減したという意味で“リーン二相”と称している)であるSUS821L1は,高強度なうえ,ニッケル含有量が低く価格安定性にも優れている.また,SUS821L1は耐食性に優れ,一般的な中性の水溶液環境におけるSCCの生じやすさは,SUS304と同等と報告されている.
IHIグループでは2015 年ごろより水門を中心とした製品にSUS821L1を適用しており,その特性を検証し,溶接・加工技術の開発を行ってきた.アンモニアタンクの内槽の鋼材にSUS821L1を適用する際は,さらにアンモニアSCCに対する信頼性や健全性といった性能を確認する必要がある.アンモニアSCC試験法を構築したうえで,SUS821L1の溶接・加工技術を用いて,タンクの試設計を行い,溶接部性能確認試験を実施した.その試験により,PC躯体といった構造体も含め,11 万tタンクまでの成立性を確認している.IHIで開発したアンモニアSCC試験を実施したところ,高強度鋼でSCCが生じる1 週間の試験ではSUS821L1に割れは認められず,アンモニアSCCが生じにくいことを示した.今後,溶接継手から採取した試験片も含め,長期間のアンモニアSCC試験を実施し,アンモニアSCCが生じにくいことを確認していく.試験の結果,アンモニアSCCの発生リスクがない,あるいは極めて低いと証明できれば,開放検査が不要となったり,検査頻度を下げたりなど,事業者への負担の低減につながると考えている.
PCメンブレンの適用
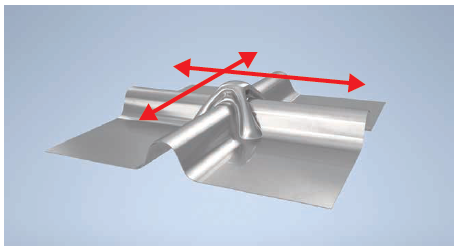
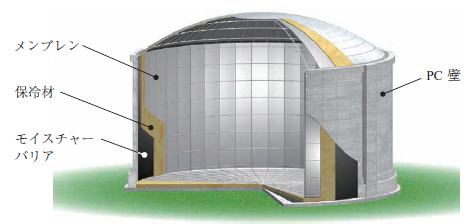
IHIグループでは,将来的にPCメンブレンと呼ばれるタンク型式が最有力候補と考え,開発を行っている.メンブレンはSUS304製の厚さ2 mmの薄板で,熱収縮を吸収するためのコルゲーションと呼ばれるひだが設けられている.メンブレン自体は圧力を受け持たず,保冷材,躯体に圧力を伝達して内容物を保持する,極めて合理的な設計で,国内のLNG地下タンクではすべてメンブレンが利用されている.

このメンブレンをLNG地上タンクのPC躯体に適用したものがPCメンブレンであり,海外では,EN ( European Norm ) 規格およびAPI ( American Petroleum Institute ) 規格で制定され,LNGタンクで実用化されている.IHIグループでは1990 年代からLNG用PCメンブレンの開発を始めており,1999 年にShell International Oil Products B.V.社からPrequalified(型式認定)を受けている.
メンブレンはタンクの容量に関わらず厚さ2 mmのままであり,PWHTの課題とは無縁で大型化の課題を同時に解決できる.また,メンブレンの鋼材であるSUS304はアンモニアSCCの報告がないため,それを使用したタンクは開放検査も不要となる画期的なものとなる.加えて,タンクの大きさが鋼材の厚さに依存しないため,タンクの超大型化の実現も可能性として考えられる.
コスト面については,容量が大きくなればなるほど優位になることは定性的に分かっていたが,4 万t PCメンブレンタンクの試設計を行い,同サイズでも一般的なPCタンクに比べて低コストとなることが分かった.工期も短いのが魅力である.現在,IHIグループでは11 万t PCメンブレンタンクについても試設計を終えていて,タンクの大型化について上限となるレベルを確認しているところである.
まとめと今後
IHIグループでは独自にアンモニアSCC試験法とその試験装置を開発し,さまざまな鋼材に対してアンモニアSCC試験を繰り返している.SUS821L1を利用した平底円筒PCタンクでは11 万tの試設計を終えており,実装段階にあるが,より安価でアンモニアSCCが生じにくい鋼材の模索を継続して行っていく.PCメンブレンについては主要素の技術開発は完了しているが,国内にはない型式のため,事業者とともに許認可に向けた行動を開始したいと考えている.また,最大の魅力である超大型タンクの実現に向け,本型式での最大容量の検討を開始している.
燃料としてアンモニアを利活用するという新しい取り組みのなかでタンクの大きさをボトルネックにするわけにはいかない.IHIグループは総力を挙げて今後も開発を継続し,安価で,そして何よりも安全な大型アンモニアタンクを提供していく.