化学産業のカーボンニュートラル実現に向けて
ナフサ分解炉用アンモニア専焼バーナーの開発
株式会社IHI

化学産業のカーボンニュートラル実現に向けて,ナフサ分解炉のCO₂排出量を削減するため,IHIはナフサ分解炉用アンモニア専焼バーナーを開発した.開発にはIHI相生工場開発実証パーク(D&Dパーク)の基礎燃焼試験炉を使用し,所定の性能を満足していることを確認した.

はじめに
地球温暖化の抑制と持続可能な社会の実現に向け,温室効果ガスの削減は業界を問わず世界的な共通課題である.日本では産業部門のうち化学産業は鉄鋼産業に次いで多くの二酸化炭素 ( CO₂ ) を排出しており,政府や企業の間で脱炭素化推進に向けた議論が活発化している.
石油化学製品であるプラスチックは,石油から精製されたナフサを800℃以上に加熱し熱分解して得られるオレフィン(例:エチレン,プロピレン)から製造される.この熱分解プロセスを担うのが,石油化学コンビナートの主要機器,ナフサ分解炉である.ナフサ分解炉は,プロセスの過程で発生する副生ガス(主成分はメタン)を主燃料としており,運転時に大量のCO₂を排出する.
アンモニア ( NH3 ) は燃焼時にCO₂を排出しないカーボンフリー燃料として知られており,IHIは産業分野・発電分野のカーボンニュートラル化に向けて,アンモニアを燃料として導入する技術開発を進めてきた.このアンモニアへの燃料転換技術をナフサ分解炉に適用することで,熱分解プロセスで発生するCO₂を削減し,化学産業のカーボンニュートラル実現に大きく寄与できることが期待される.
アンモニア専焼バーナーの開発
IHIと出光興産株式会社は,出光興産徳山事業所(山口県周南市)においてアンモニアサプライチェーン構築に向けた検討に共同で取り組んでいる.2024 年2 月に同事業所の既設ナフサ分解炉においてアンモニア燃焼実証試験を実施し,アンモニア燃料比率20%超での運転を達成している.この実証試験の諸条件に合わせ,IHIはナフサ分解炉用アンモニア専焼バーナーを開発した.
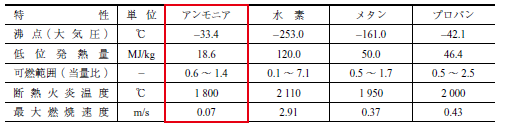
ナフサ分解炉の燃料はメタンを主成分とする副生ガスであり,発熱量や燃焼速度が比較的大きいが,アンモニアは燃焼速度が小さい.また,当該分解炉の改造を最小限とするため,バーナーサイズと設置箇所の制約から,アンモニア専焼バーナー1 本当たりの投入熱量がメタンバーナーの約1.5倍となる.そのため火炎が前方に伸長し反応管を損傷させることが懸念される.
さらに,アンモニアは分子中に窒素 ( N ) を含んでおり,燃焼条件によっては大量の窒素酸化物 ( NOx ) を排出する恐れがある.
したがって,アンモニア専焼バーナーの開発に当たっては,火炎分散性(火炎が伸長しないこと)の向上とNOx排出抑制に配慮する必要がある.
実証試験に用いるバーナーを決定するため,火炎分散性に優れるバーナー形状を事前に検討した.特性を比較するために形状が異なるバーナーを複数製作し試験炉で燃焼試験を実施した.燃焼試験は,IHI相生工場開発実証パーク(D&Dパーク)にある基礎燃焼試験炉 ( 1 MWth ) にて実施した.
燃焼試験では,バーナー回りからアンモニアが系外にリークしていないかを点検し,バーナー構造上,安全性が確保できていることを確認した.また,アンモニアの火炎分散性に加え,燃焼負荷の可変範囲やNOxおよび未燃アンモニアの排出量を計測し,バーナーの性能を評価した. この燃焼試験で最適な形状を選定し,かつそのバーナーが所定の性能を満足していることを確認した.
今後の展開
ナフサ分解炉のカーボンニュートラルを実現するためには,アンモニア燃焼の高比率化は今後の技術課題である.一方,アンモニアの火炎温度はメタンなどの炭化水素より200℃程度低いため,熱量比率の増加に伴い反応管への入熱量が低下し,分解生成物の収率に影響を及ぼす可能性がある.また,高比率燃焼におけるNOxや未燃アンモニアの排出特性はこれまでの試験とは異なる可能性があり,燃焼調整の手法も含めて検討する必要がある.
IHIはカーボンニュートラル実現に向けて,アンモニア燃焼技術開発にいち早く取り組んできた.今後もさらなる利用技術の高度化や,実運用で明らかになる各種の課題についてのソリューションを提供し,日本および世界の脱炭素化に貢献していく所存である.