▶ 課題 クリーンエアー & 空気の安定供給 & 省エネ(SDGs)対応
▶ 提案 高効率ターボへのベースロード運転集約化による省エネ & "クラスゼロ(0)"
酪農生産者と消費者の架け橋から、「北海道」ブランドの世界展開へ!

「北海道のおいしさを、まっすぐ」のスローガンのもと、北海道産にこだわった「よつ葉ブランド」を全国に展開され、1967年の設立以来、「酪農経営の長期安定」を掲げ、「適正乳価の形成」により酪農経営者の地位向上をはかり、消費者と酪農経営者を結ぶパイプであることを一貫した理念とされています。近年では、台湾やシンガポールをはじめとする海外市場も参入し、「北海道」ブランドの更なる発信に積極的に取り組まれています。
どのような背景や課題のもと、コンプレッサー設備の導入(更新)を検討するに至ったのでしょうか?
コスト面もありますが、乳製品の包装や充填工程で使用するエアになるため、安全性と衛生性が必要となります。
牛乳はかなりデリケートな原料なので、製造にかかわる機械が安定的に動くためには、圧縮エアは⼤変重要なユーティリティーであり、圧力⼀定、きれいな圧縮エアの提供、清浄度が我々の大きな目標となっていました。
また、環境への配慮、省エネ効果等、SDGs経営が求められている中で、高効率なコンプレッサーであることが不可欠でした。これらの条件を満たすものとして、IHI回転機械エンジニアリングから提案されたターボコンプレッサーT2A の導⼊に踏み切りました。
よつ葉乳業様の課題に対するIHIの提案
ご提案に際して、現状の稼働状況を把握するため、弊社独自の計算⽅式を基礎としたシミュレーションアプリケーション「i-solve」を使用して、吐出空気量、消費電力の状況をデータ化、見える化しました。エネルギー管理士を含むエンジニア、営業、メンテナンス部門がチームを組み、よつ葉乳業様の各生産工場での稼働状況や、曜日別のエアの使用量に合わせて、機械の性能を最大限に引き出す詳細な検討を行いました。ご提案では、台数集約による省エネルギー化と、メンテナンスコストの削減、さらに、衛生性と環境にも配慮した生産ラインの安定化を重視しました。

導入頂いた結果、課題は解決しましたでしょうか?
導入目的のクリーンエアーと省エネ効果が達成できました。
電力原単位の改善、オイルフリーの構造、クラス0(圧縮空気の最上清浄等級)による、空気の綺麗さ、衛生さを強く感じます。スクリューコンプレッサー複数台をターボコンプレッサーに集約化して「ベースロード運転」することも、実際の効果を数値として詳細にシミュレーションしていたため、安心して導入を決められました。
結果として、電力原単位は10%程度改善し、それに伴うCO2の削減もできています。
当社のような相当量のエアを使用する工場になると、24時間の負荷状況、各コンプレッサーの動き、各工場のエア使用量、高負荷・低負荷の時間帯など複数の要素単位と、総合的な見極めを誤ると、無駄なエネルギーを消費してしまうので、その見極めが大変重要になります。IHI回転機械エンジニアリングは、そこをきちんと押さえてくれました。
T2Aは、ターボコンプレッサーということもあり、メンテナンスが容易で、本当に手がかからないので、大変助かっています。
将来の展望や構想をお聞かせください
今後もきめ細かなメンテナンスサポート、運用管理についてのアドバイスを期待しています。また、新規導入の際も最新技術等の提案をいただき、引き続き高度な技術力で我々をサポートしてもらえればと思っています。
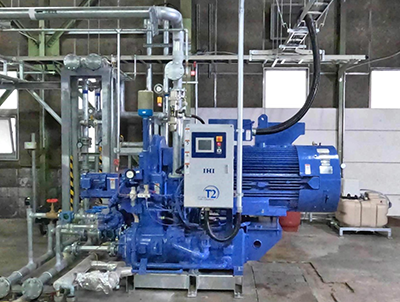
導入製品概要
お客さま概要

| 創立 | 1967年1月23日 |
|---|---|
| 本社所在地 | 北海道札幌市中央区北4条西1丁目1番地(実務) |
| 十勝主管工場 | 北海道河東郡音更町新通20丁目3番地 |
| URL | https://www.yotsuba.co.jp/ |
本ウェブサイトでは、クッキーを利用しています。本ウェブサイトを継続してご利用いただく際には、当社の個人情報保護方針の「クッキー(Cookie)の利用,閲覧履歴の収集について」に定める利用情報に同意いただいたものとみなします。閉じる