樹脂製軽量吸音ライナ技術のJAXA F7エンジン実証試験
加賀谷諒,大石 勉,山中彰平
加賀谷 諒 航空・宇宙・防衛事業領域技術開発センター要素技術部
大石 勉 航空・宇宙・防衛事業領域技術開発センター要素技術部 グループ長
山中 彰平 航空・宇宙・防衛事業領域技術開発センターエンジン技術部 主査
吸音ライナは,高バイパス比ターボファンエンジンのファンから発せられる騒音の低減に不可欠なエンジン要素である.IHIは,国立研究開発法人宇宙航空研究開発機構 ( JAXA ) と共同で,構成材料に熱可塑性樹脂を使用した軽量吸音ライナ技術を構築し,将来の航空機用エンジンへの適用を目指し開発および技術実証を進めてきた.2022 年には,JAXAに導入されたF7-10エンジンに搭載し,エンジン実機レベルの技術実証試験を実施し,エンジン実環境における吸音性能および構造健全性ならびに軽量化とエンジン運転に耐え得る構造を両立する製造技術の実証を達成した.
Acoustic liner is one of the most essential devices for reduction of noise emitted by high bypass ratio turbofan engines. IHI and Japan Aerospace Exploration Agency ( JAXA ) have developed and demonstrated lightweight acoustic liner technology utilizing thermoplastic resin for the future turbofan engine. The authors conducted the component-level technology demonstration on the F7-10 engine testbed on JAXA test facility in 2022. We demonstrated the noise reduction capability and structural soundness under realistic engine operating conditions. We also showed the developed manufacturing technology can provide lightweightness of the acoustic liner and is ready for engine installation.
1. 緒言
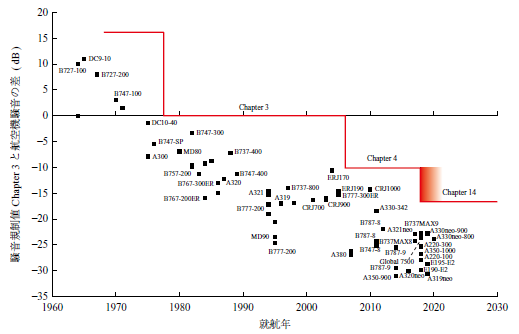
民間航空機には環境適合性が強く求められており,航空機の静粛性はそのなかでも最も重要な指標の一つである.現行の民間航空機には騒音基準として,国連機関である国際民間航空機関 ( International Civil Aviation Organization:ICAO ) によって2013 年に制定されたICAO Annex 16 Volume I Chapter 14が適用されている ( 1 ).同基準は,最大離陸重量が55 t以上の機体に対しては2017 年12 月31 日に,最大離陸重量が55 t未満の機体に対しては2020 年12 月31 日に適用が開始された.民間航空機の騒音規制値の変遷を第1図に示す.民間航空機の騒音規制値は年代を経て段階的に強化されてきた.さらに,近年では航空輸送におけるカーボンニュートラルを目指す動きの加速に伴い,航空機用エンジンのCO2排出量削減の要請が高まっている.ICAOは2022 年に開催された第41回総会において,国際航空分野における脱炭素化を進め,2050 年までのカーボンニュートラルを目指すこととする長期目標を採択した ( 2 ).今後運航を開始する民間航空機用ジェットエンジンには,静粛性とCO2排出量削減をより高いレベルで実現するための技術を開発し,導入していく必要がある.
航空機の主要な騒音源はジェットエンジンである.そのなかでも,民間航空機では主流である高バイパス比ターボファンエンジン(高バイパス比エンジン)においては,エンジン前方に設けられるファンが主要な騒音源となる.本研究の研究対象である吸音ライナは,ファンから放出される騒音(ファン騒音)を低減する主要かつ効果の大きい部品として,高バイパス比エンジンのファンダクト壁面などの広い範囲に設置される.しかし,吸音ライナはファン騒音の低減に効果がある一方で,その重量が燃費に対してペナルティとなる.将来の高バイパス比エンジンでは性能向上のためにさらなるファン直径の拡大が予想されるため,それに伴い重量が増す吸音ライナには,軽量化が求められる.
本研究では,従来の吸音ライナに対して騒音低減性能を維持したままで軽量化することを目指して,軽量な材料である熱可塑性樹脂材料によって吸音ライナ構造を実現する技術(樹脂製軽量吸音ライナ)を開発した.各種技術実証ののち,2022 年5 月から7 月にかけて樹脂製軽量吸音ライナ技術のエンジン実証試験を実施した.その結果,エンジンの実環境下での騒音低減性能と構造の健全性を確認し,さらに軽量化とエンジン試験に耐え得る構造の両立を可能にする製造技術の実証も達成した.本稿では,樹脂製軽量吸音ライナ技術の概要と,エンジン実証試験の結果について述べる.
2. 樹脂製軽量吸音ライナ技術
2.1 吸音ライナ
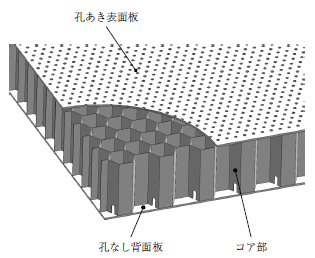
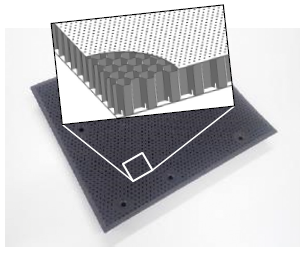
吸音ライナの一般的な構造を第2図に示す.吸音ライナは孔あき表面板,コア部(六角形ないしは十分な強度を有するセル構造)および孔なし背面板から構成され,いわゆるハニカムサンドイッチパネル構造を成す.吸音ライナは,孔あき表面板から入射した音波がハニカムコア内部に伝わる過程で生じるヘルムホルツ共鳴の原理を利用する.ヘルムホルツ共鳴が孔あき表面板の孔部付近の気体を激しく振動させ,その振動により生じる摩擦などを介して音波のエネルギーが熱として散逸することで音波が減衰,すなわち吸音現象が起きる.
従来の高バイパス比エンジンに利用されている吸音ライナは,アルミニウム合金をはじめとした金属材料やFRP(Fiber Reinforced Plastics:繊維強化プラスチック)などの複合材料で構成されている.特に,コア部はアルミニウム合金によるものが多い.
2.2 樹脂製軽量吸音ライナ
本研究では,PA6(ナイロン6)ベースの熱可塑性樹脂によって成形した,ハニカムサンドイッチパネル構造を有する樹脂製軽量吸音ライナを開発した.PA6ベースの熱可塑性樹脂は金属材料やFRPに比べて軽量であり,本研究での適用を選択した.また,ジェットエンジン内部では異物吸い込みによる衝撃荷重にさらされる可能性があることから,衝撃荷重に対する耐性を重視し,PA6ベースのなかでも耐衝撃性に優れた材料グレードを選定した.
樹脂製軽量吸音ライナの構造は,一般的な吸音ライナと同じく孔あき表面板,ハニカム形状のコア部および孔なし背面板から構成される.ただし,樹脂製軽量吸音ライナは,熱可塑性樹脂の薄いシートを材料として,ハニカム形状の成形工程,コア部の形成工程およびコア部と孔あき表面板ならびに孔なし背面板となるシートとの溶着工程により製造する.これにより,従来の材料の組合せからなる吸音ライナでは不可欠である接着剤による接合工程を省略でき,軽量化の点でさらに優位である.
しかし,熱可塑性樹脂およびその成形品は,金属やFRPに対して強度が劣ること,成形品の寸法精度管理が難しいこと,といった欠点もある.本研究では,2. 3節に述べる開発の初期段階において,これらの欠点を克服するための成形技術の開発を行うとともに,騒音低減性能,構造健全性および製造性が所望の要求を満足することを確認するための各種の基礎実証試験を実施した.
2.3 樹脂製軽量吸音ライナ技術の基礎開発:aFJRプロジェクト
樹脂製軽量吸音ライナ技術の開発は,国立研究開発法人宇宙航空研究開発機構 ( JAXA ) により実施された高効率軽量ファン・タービン技術実証 ( Advanced Fan Jet Research:aFJR ) プロジェクトにおいて開始された ( 3 ).樹脂製軽量吸音ライナ技術はファンモジュールの軽量化に資する技術としてJAXAとIHIの共同研究により開発が行われた.
aFJRプロジェクトでは,実際のエンジン相当の大きさをもつフルスケール供試体の製作,構造健全性の実証およびフローダクト音響試験やファンリグ音響試験による音響特性の実証がなされた ( 3 ),( 4 ).本プロジェクトでは製造技術の確立とともに,樹脂製軽量吸音ライナが騒音低減性能と軽量化を両立可能であることおよび実用に耐え得る基本強度や耐久性を有することも示された.aFJRプロジェクトにおける成果の詳細は,文献 ( 3 ),( 4 ) を参照されたい.
3. エンジン実証試験
3.1 エンジン実証試験の目的
将来の高バイパス比エンジンでの製品としての適用に向けては,実運用により近い条件下での技術実証が必要である.本研究では,エンジン特有の高い騒音レベル・高速気流・振動といった吸音ライナにとって過酷な環境下での技術実証を行うことを目的に,エンジン実証試験を実施した ( 5 ),( 6 ).
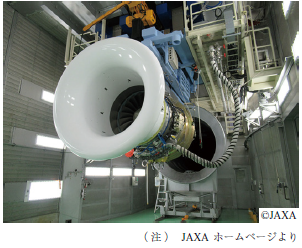
エンジン実証試験では,JAXAに導入されたF7-10 ( 7 ) (JAXA F7エンジン)をテストベッドとして利用した.JAXA F7エンジンの外観を第3図に示す.JAXA F7エンジンは,日本国内で研究・開発された独自技術の実証に利用するために2019年にJAXAに導入された.2021年には1400℃級CMC(Ceramic Matrix Composite:セラミック基複合材料)シュラウド実証試験 ( 8 ) に利用された.本研究は2例目で,ファン部における技術実証としては初めての利用であった.エンジン実証試験は,JAXAが保有する地上エンジン運転試験設備において実施した.
3.2 エンジン実証試験向け設計
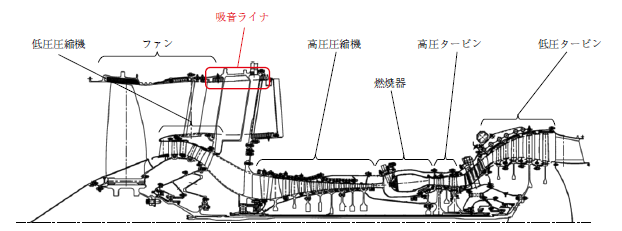
エンジン実証試験では,エンジンファンケースへ樹脂製軽量吸音ライナを搭載することとして,各種設計を実施した.JAXA F7エンジンへの樹脂製軽量吸音ライナの供試箇所を第4図に示す.エンジン試験への供試に当たって行った音響設計では制約条件として,将来の高バイパス比エンジンへの適用を目指すという目的に合致するよう,ファンケースおよびファンダクト内部のいずれの位置に搭載しても強度や耐衝撃性の要求を満足できることを課した.また,エンジンへ搭載することに伴うリスクを最小限に抑えるため,樹脂製軽量吸音ライナ本体の径方向厚みはJAXA F7エンジンに標準搭載されている吸音ライナ(F7吸音ライナ)と同じとした.上記制約条件のもとで,吸音量が最大となるように音響設計を行った.
上記方針で設計した樹脂製軽量吸音ライナの性能などの予測結果を第1表に示す.樹脂製軽量吸音ライナによる最大吸音量はF7吸音ライナとほぼ同等である一方,最大吸音量を示す周波数は上記制約の影響で,1/3オクターブバンド周波数にて1ないし2 周波数帯域だけ低いという結果となった.重量は,現在運航している民間航空機用エンジンの製品に対して優位性があることを確認した.
3.3 強度に関する予備実証
エンジン実証試験向け設計の完了後,樹脂製軽量吸音ライナがエンジン運転環境下において損傷・破壊なく健全であることを確認するため,種々の強度試験を実施した.ここでは代表的な2 例を紹介する.
3.3.1 気流による引き剥がし試験
エンジンに搭載した吸音ライナは,ファンダクト内の高速気流にさらされる.この高速気流が吸音ライナ上流端に当たる際,流路方向へのエンジン部品からの飛び出し量によっては,孔あき表面板に引き剥がし方向の力が働く場合がある.エンジン運転中に孔あき表面板が引き剥がされて脱落しないことを確認するために,高速気流下での強度試験を実施した.
本試験には,JAXAが所有するフラッタ風洞を使用した.樹脂製軽量吸音ライナ供試体を風洞内に設置し,エンジン試験で想定される最大マッハ数および全圧条件を模擬した気流を通風した.通風時間は,風洞の試験上制限内で供試体の変形の過渡期から静定状態を確認できる30秒とした.風洞内の様子を第5図に示す.試験後の供試体に損傷は確認されなかった.また,供試体裏面に貼付したひずみゲージにより計測した通風中の供試体の変形は微小かつ通風時間をとおして変化がなかったことから,損傷の兆候もなかったことが確認された.

3.3.2 加振試験
運転中のエンジンに生じる振動は,エンジン部品との締結構造をつうじて吸音ライナに伝わる加振力となる.運転中のエンジンでは10gを超える加振力となることもあり,吸音ライナの耐久性を確認する必要があった.
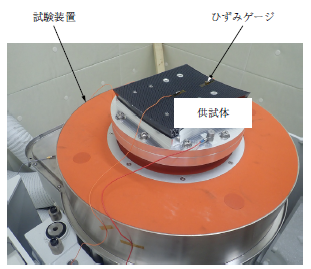
本試験では,JAXAが所有する振動試験機を用いて,エンジン試験で使用する部品を模擬した供試体に対する加振試験を実施した.加振試験の様子を第6図に示す.加振加速度は,MIL-STD-810 ( 9 ) を参考に,エンジン運転での実測結果も反映して設定した.また,加振試験に先立って実施した周波数スイープによる振動特性調査から得られた共振周波数を,加振を行う周波数条件とした.例えば,300Hz付近の共振モードに対して20gで加振する,といった条件となった.加振サイクル数は,構造設計有識者との議論の結果,107回とした.加振試験では,複数ある共振モードのいずれに対する加振によっても振動特性は有意な変化はせず,ライナ本体およびエンジンのファンフレームへの搭載を想定した締結構造部に損傷は生じないと結論づけられた.
4. エンジン実証試験 実施内容
4.1 供試吸音ライナ
エンジン実証試験に供試した樹脂製軽量吸音ライナを第7図に示す.供試した樹脂製軽量吸音ライナは,3. 3節で述べた強度に関する予備実証を満足した供試体と同じ工程で製作した.製作後の重量検討の結果,設計時に確認した軽量化の見込みが得られることが確認できた.試験に当たっては,樹脂製軽量吸音ライナの裏面にひずみゲージを貼付し,エンジン運転中の振動によるひずみをモニタリングした.また,エンジン実証試験には,評価対象である樹脂製軽量吸音ライナに加え,比較のためF7吸音ライナおよび表面板に孔がなく吸音効果をもたない樹脂製パネル(ハードウォール)を供試した.樹脂製軽量吸音ライナとハードウォールは本実証試験のために新規製作したが,いずれも適切にエンジンに搭載することができた.搭載状態の樹脂製軽量吸音ライナを第8図に示す.

4.2 計測内容
エンジン実証試験では,地上エンジン運転試験設備に常設されたエンジン性能計測に加え,ファンダクトおよびエンジン試験室壁面にて騒音計測を実施した.
4.2.1 エンジンシステム計測
エンジンシステム計測として,ファン回転数やエンジンに流入する質量流量などの計測を行った.ファン回転数は,エンジン入口全圧および全温を用いて修正量に変換したのち,エンジン作動条件の設定に利用した.
4.2.2 騒音計測
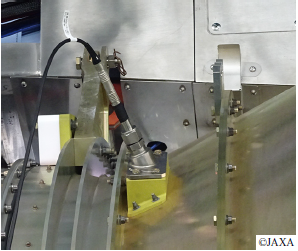
吸音ライナの吸音性能を評価するために,吸音ライナ下流に位置するファンダクト内にて騒音計測を実施した.この騒音計測には先端径が6.35 mm(1/4インチ)のマイクロホンを用いた.マイクロホンは,先端がファンダクト壁面にフラッシュマウントとなるように専用のジグを使って設置した.マイクロホンの設置状態を第9図に示す.マイクロホンは同じ軸方向位置の周方向4 か所に取り付け,4 点の同時計測を行った.騒音計測結果は,1/3オクターブバンド周波数帯域で表した音圧レベルに変換したのち,周方向4 か所の平均を取った.騒音計測は各供試形態につき3 回繰り返し,最終的な音圧レベルは3 回の計測結果の平均とした.
5. エンジン実証試験 結果
5.1 エンジン性能評価
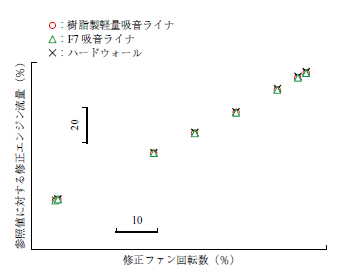
まず,樹脂製軽量吸音ライナの搭載がエンジン作動に与える影響を明らかにするために,各供試形態においてエンジン作動条件を変えた場合の修正エンジン流量を調べた.修正ファン回転数に対する修正エンジン流量の関係を第10図に示す.第10図は,運転を行ったアイドル条件から離陸時推力条件に至るまでのすべての結果について示している.すべてのエンジン作動条件において,樹脂製軽量吸音ライナ搭載時とF7吸音ライナ搭載時またはハードウォール搭載時の間に有意な流量差はないことが確認できた.搭載された樹脂製軽量吸音ライナにより生じる圧力損失は十分に小さく,エンジン作動に影響を与える程度ではないことが分かる.
5.2 吸音性能評価
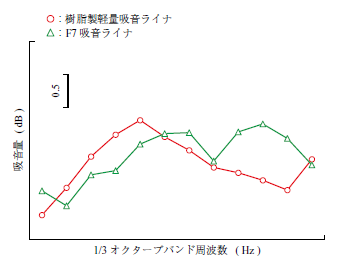
第11図に樹脂製軽量吸音ライナおよびF7吸音ライナによる吸音量を示す.ここで,樹脂製軽量吸音ライナによる吸音量は,樹脂製軽量吸音ライナ搭載時の運転で計測された音圧レベルと,ハードウォール搭載時の運転で計測された音圧レベルの差分として評価した.F7吸音ライナによる吸音量についても同様である.第11図の結果は,エンジン試験を行ったうちの低回転数側のエンジン作動条件における結果である.樹脂製軽量吸音ライナの吸音量は最大で1.8 dBに達し,最大吸音量が同じく1.8 dBであったF7吸音ライナと同等であった.F7吸音ライナの場合,吸音量がピークとなる周波数の特定は難しい.しかしながら,その値は,帯域幅を1/3オクターブとしたとき,樹脂製軽量吸音ライナの吸音量がピークとなる周波数よりも2ないし6だけ高い周波数帯域に存在すると推測される.第1表に示した設計時の予測とは若干のずれがあるものの,周波数の高低関係はおおむね合っており,設計時の予測と大きく齟齬(そご)がない吸音特性が得られたと判断した.
5.3 トーン騒音と広帯域騒音に対する吸音性能
ファン騒音は一般に,離散的な周波数ピークを示して音圧レベルの大きいトーン騒音と,広い周波数帯域になだらかに分布して音圧レベルの比較的小さい広帯域騒音から構成される.トーン騒音はファン動翼の回転に伴い生じる音である.一方,広帯域騒音はファン動静翼を通過する際の乱流から発生する.第11図では,トーン騒音と広帯域騒音のすべてを含んだファン騒音全体に対する吸音量を示した.吸音ライナの吸音特性をより詳細に調べるためには,発生原因の異なるトーン騒音と広帯域騒音のそれぞれについて吸音量を評価することが有効である.
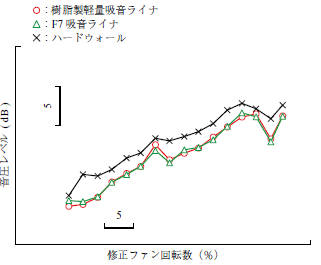
第12図に,修正ファン回転数に対する,ファン動翼の回転数と枚数から決まるファン動翼通過周波数 ( Blade Passing Frequency:BPF ) の2 次成分 ( 2BPF ) における各形態の音圧レベルを示す.ここで,2BPFは樹脂製軽量吸音ライナおよびF7吸音ライナの吸音量が最大となる周波数帯に最も近いBPF成分である.樹脂製軽量吸音ライナの音圧レベルの推移は全運転範囲にわたってF7吸音ライナのそれと同様である.樹脂製軽量吸音ライナの最大吸音量は3.8 dB,全区間における吸音量の平均値は1.9 dBであった.樹脂製軽量吸音ライナは吸音量が最大となるように設計された2BPFのトーン騒音に対して,エンジン作動条件によらずF7吸音ライナと同等の吸音量を示すことが確認できた.
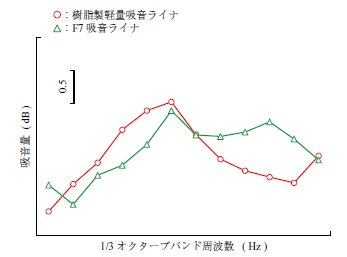
第13図に,広帯域騒音成分のみに限定して吸音量を評価した結果を示す.第13図に示した広帯域騒音に対する吸音量は,第11図の基となった騒音計測結果の狭帯域周波数解析結果からトーン騒音のみを除去し,それを1/3オクターブバンド周波数解析結果に変換したものから計算した.樹脂製軽量吸音ライナの広帯域騒音に対する吸音量は,トーン騒音を除去したことで第11図とは異なるが,最大吸音量はF7吸音ライナとほぼ同様で2 dBである.広帯域騒音成分についても樹脂製軽量吸音ライナが吸音効果を有していることが確認できた.
5.4 構造健全性の確認
エンジン運転中の樹脂製軽量吸音ライナの構造健全性は,ライナ裏面に貼付されたひずみゲージにより得られた動ひずみをモニタリングして判断した.振動によるひずみの計測値は構造解析により事前に予測した疲労限度となるひずみより十分小さく,樹脂製軽量吸音ライナは疲労破壊を生じることなくエンジン搭載可能なことが分かった.
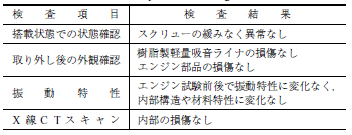
また,エンジン試験終了後には,エンジン搭載および運転により樹脂製軽量吸音ライナに生じた変化や損傷などを調べる各種検査を実施した.第2表にエンジン試験終了後に実施した検査と検査結果の一覧を示す.エンジン搭載状態およびエンジンから取り外した後の検査から,エンジン運転により樹脂製軽量吸音ライナ本体,エンジン部品との締結部およびエンジン部品に変形や損傷は発生せず,樹脂製軽量吸音ライナは健全に搭載および運転を完了したことを確認できた.振動特性調査およびX線CTスキャンからは,樹脂製軽量吸音ライナの材料特性および内部構造にもエンジン運転による変化がないことが確認できた.
また,4. 1節で述べたとおり,軽量化における優位性も確認済みである.構造健全性についてもエンジン試験で実証できたことから,構築した製造技術により軽量化とエンジン運転に耐え得る吸音ライナ構造を実現可能であることの実証ができた.
6. 結言
将来の高バイパス比エンジンへの適用を目指した樹脂製軽量吸音ライナ技術の開発を進め,JAXA F7エンジンを利用したエンジン実証試験を完了した.エンジンファンダクト内の騒音計測結果から,樹脂製軽量吸音ライナの吸音性能は従来型の吸音ライナと同等であることを確認できた.また,エンジン運転終了後の検査では樹脂製軽量吸音ライナの損傷や内部状態の変化は観察されず,エンジン離陸時相当の運転状態を含む広い運転状態に対する構造健全性が確認できた.さらに,エンジンへの搭載を従来の吸音ライナと同様に行うことができることを示した.以上の実証成果により,樹脂製軽量吸音ライナ技術が軽量化と吸音性能,構造健全性およびエンジン部品としての適合性を両立できることを示した.
今後,高バイパス比エンジン実機での製品適用を実現するためには,技術実証として必須であるもののJAXA F7エンジンによるエンジン試験では評価ができない項目,例えば異物吸い込みに対する強度や耐環境性に対して実証を進めることが必要である.個々の要求に柔軟に対応できる設計技術やデータベースなどの整備も必要である.引き続き技術開発を進め,樹脂製軽量吸音ライナ技術の製品適用を目指していく.
樹脂製軽量吸音ライナ開発は,国立研究開発法人宇宙航空研究開発機構 ( JAXA ) との共同研究により実施した.エンジン実証試験に供試する樹脂製軽量吸音ライナの製造は,岐阜プラスチック工業株式会社の協力を得て実施した.ここに記し,深く感謝いたします.
- ― 謝 辞 ―
- 樹脂製軽量吸音ライナ開発は,国立研究開発法人宇宙航空研究開発機構 ( JAXA ) との共同研究により実施した.エンジン実証試験に供試する樹脂製軽量吸音ライナの製造は,岐阜プラスチック工業株式会社の協力を得て実施した.ここに記し,深く感謝いたします.
参考文献
(1) International Civil Aviation Organization:Annex 16 Environmental Protection Volume I Aircraft Noise 8th Edition,( 2017 )
(2) International Civil Aviation Organization:Report on the feasibility of a long-term aspirational goal ( LTAG ) for international civil aviation CO2 emission reductions,( 2022 )
(3) 穂坂俊彦,中村 寛,大石 勉,青塚瑞穂,田中 望:高効率軽量ファン・タービン技術実証 ( aFJR ) プロジェクト研究概要,IHI技報,Vol. 60,No. 2,2020 年6 月,pp. 16-28
(4) R. Kagaya, et al.:Development of resin-based lightweight acoustic liner,International Gas Turbine Congress 2019 Tokyo,IGTC-2019-063,( 2019 )
(5) R. Kagaya, et al.:Acoustic measurement for resin-based acoustic liner on turbofan engine testbed,INTER-NOISE and NOISE-CON Congress and Conference Proceedings,Vol. 268,No. 7,( 2023 )
(6) R. Kagaya, et al.:Component-Technology Demonstration of Resin-Based Lightweight Acoustic Liner on Turbofan Engine Testbed,International Gas Turbine Congress 2023 Kyoto,IGTC-2023-169,( 2023. 11 )
(7) 坪本 卓,森脇暢彦:F7-10エンジンの設計,IHI技報,Vol. 57,No. 1,2017 年3 月,pp. 30-38
(8) 渡邉文章,山中彰平,中村武志:JAXA F7エンジンでの1 400℃級CMCシュラウド実証試験,IHI技報,Vol. 62,No. 2,2023 年1 月,pp. 41-46
(9) MIL-STD-810C:Environmental test methods,( 1975. 3 )